leantoyota
Reflecting On Machine That Changed The World - 35 Years Later
The Machine That Changed the World at 35: Still the Comprehensive Work on Toyota as a System
There are many Lean books. There is only one Machine.
Thirty-five plus years after The Machine That Changed the World (hereafter, Machine) was published in 1990, it remains the most comprehensive, empirical, enterprise-level explanation of Toyota ever produced—and in my view, still the most important work ever written on what later came to be called “Lean.” That conclusion isn’t nostalgia. It is a judgment based on what the book actually is, what it accomplished, and what has—and has not—been produced since.
A recent holiday conversation with Jim Womack reminded me that the book is still most often remembered for the wrong reasons. Many readers treated it as a “factory book.” The name “Lean production” eventually became a kind of shorthand for shop-floor methods. But that narrowing is not in the authors’ work. It is in the readers’ faulty interpretation. The book itself is explicit: it describes Toyota as a complete enterprise system—a competing industrial model with measurable performance advantages over mass production.
This is a retrospective review written for one purpose: to restate why Machine is still the defining work on Toyota, why it launched the movement, why its predictions proved correct, and why no later book has matched its scope or quality.
1) The research foundation is unmatched
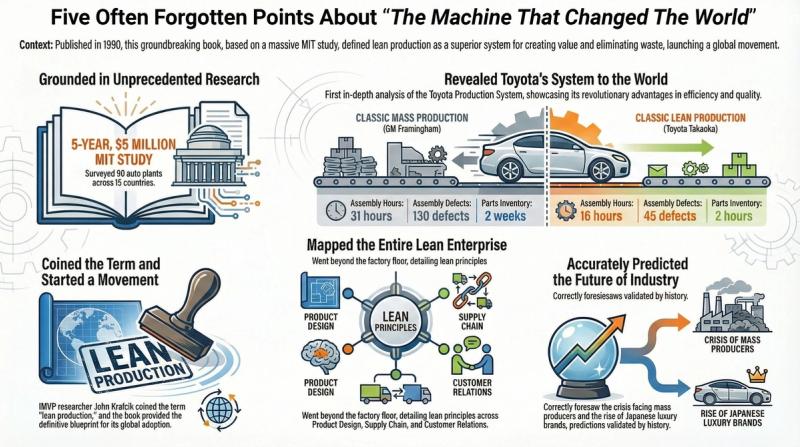
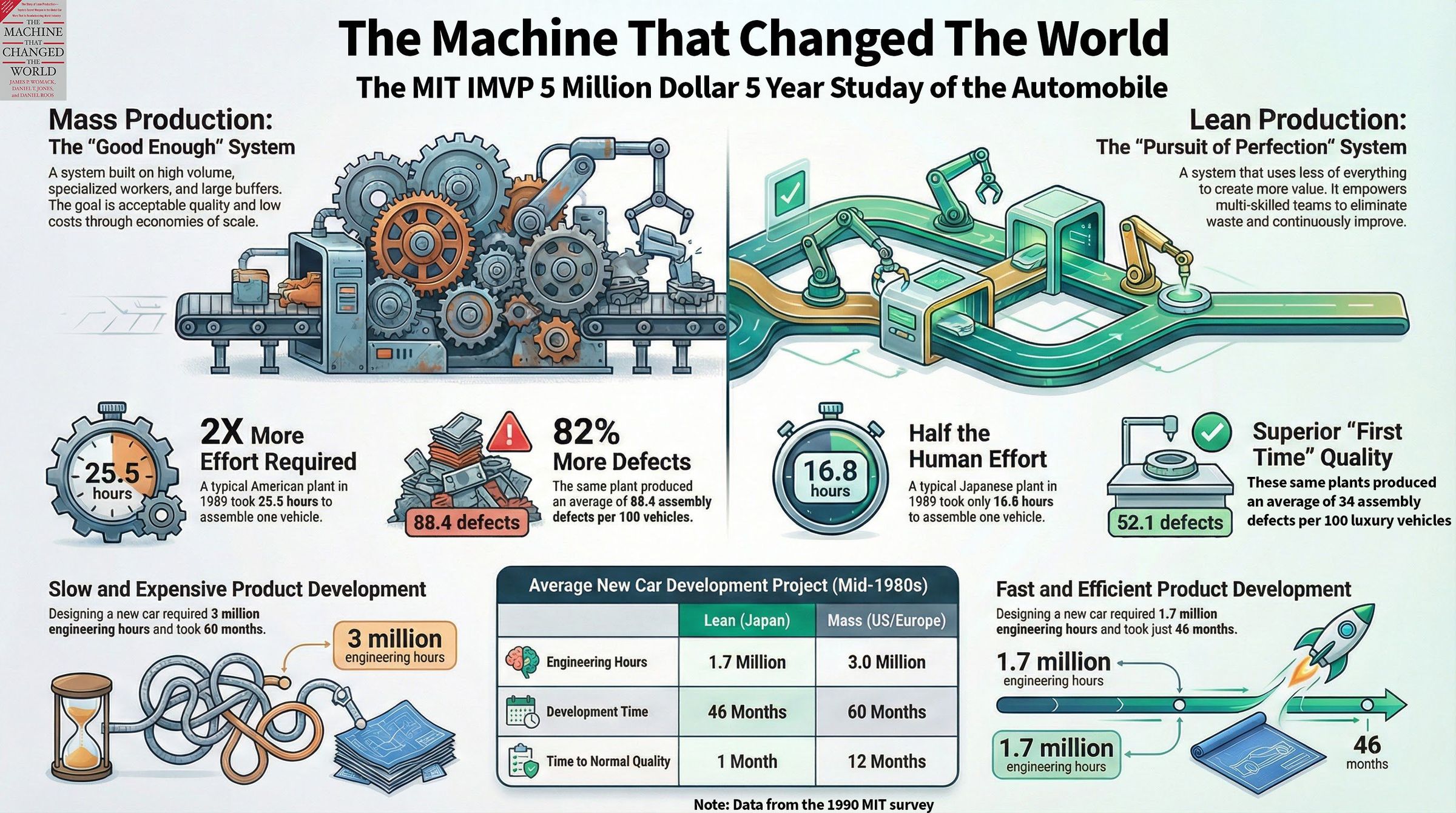
The first reason Machine still stands apart is that it was built on a research foundation that no subsequent Toyota book has matched. It was the public output of MIT’s International Motor Vehicle Program, a five-year, roughly $5 million study comparing performance and practices across countries, companies, plants, and product development systems.
That scope matters. Most business books about Toyota (and most Lean books in general) are observational, interpretive, or prescriptive. Many are useful. But they are not comparable to a disciplined research program designed to produce valid cross-company comparisons at scale.
This distinction is critical. The authors of Machine were not writing a cultural narrative about Toyota, and they were not selling a simple method. They were reporting what a major global study found: that Toyota and other “Lean producers” were operating a fundamentally different "enterprise" system from mass producers - and that the performance gap between these systems was large, consistent, and structural.
2) This was the book that made Toyota legible to the world
The second reason the book remains foundational is simple: this was the book about Toyota. Not the first book ever written about Toyota’s methods, but the first widely read, empirically grounded, enterprise-level explanation of Toyota as a competitive system.
It also introduced the term “Lean production” to name what Toyota was doing and to contrast it with mass production. That label became the language of a global movement. It may also have been part of the movement’s eventual narrowing—because “production” reads as “factory,” and the business world tends to focus on what it can copy easily.
But the book itself is clear. The “factory” chapter is 30 pages long and only one part of a much larger argument (278 pages). The authors describe an enterprise model that includes product development, supplier coordination, customer systems, and management.
A note of intellectual fairness: two complementary bodies of work helped the world understand Toyota. First are “inside‑out” accounts by practitioners—essential observations and methods from people close to the work. Second are “outside‑in” comparative studies—research that situates Toyota against other systems using standardized measures. Both matter. But inside‑out books, by their nature, cannot do what outside‑in comparative work can: quantify the performance gap, separate system effects from local stories, and make the enterprise logic legible to outsiders. That is where Machine is still unique.
Japan also produced serious outside‑in scholarship before and after 1990—often with deeper access and technical rigor than most Western accounts. Much of that work, however, remained outside mainstream Western management reading and some of it is only available in Japanese. My argument here is not simply that Toyota’s system lacked documentation, but that Machine was the first enterprise‑level, comparative, data‑driven synthesis that entered the Western business bloodstream—and it shaped what the West came to call “Lean.” Scholars such as Kazuo Wada, Takahiro Fujimoto, Yasuhiro Monden, and Toshihiro Nishiguchi, among others, contributed substantial research. In my opinion, however, none quite matched Machine’s combination of enterprise scope, standardized metrics, and narrative clarity for a broad Western audience.
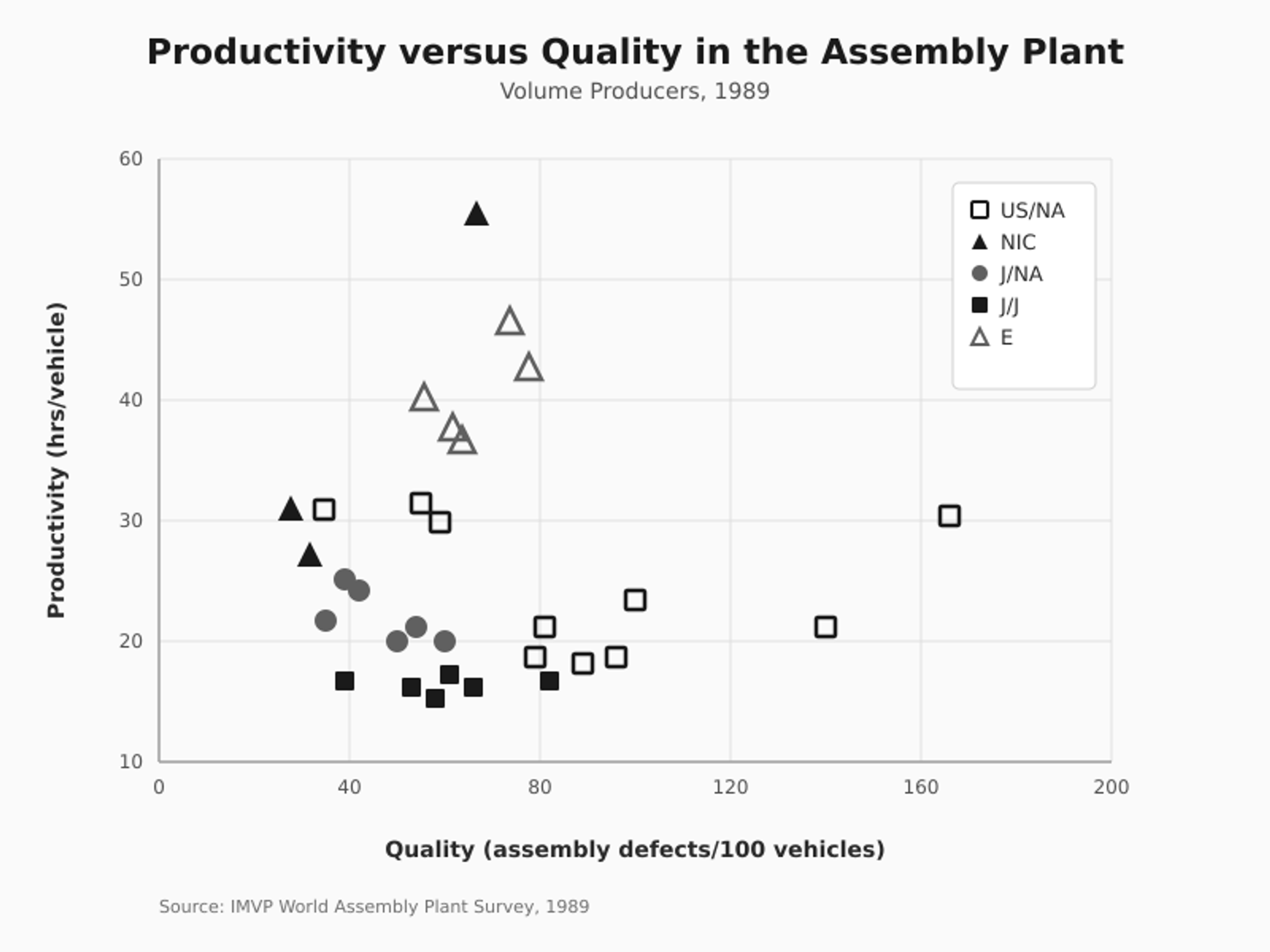
One important strength of the IMVP work wasn’t just that it quantified productivity and quality. It showed that the best plants were not trading one for the other—they were achieving both simultaneously.
3) Machine covered the enterprise—and it quantified the gap with data
What separates Machine from most Lean writing is not that it described Toyota practices or tools. It’s that it described Toyota as a complete enterprise system and then quantified the performance differences between systems using data.
The book is explicitly organized around the major functions that make an enterprise competitive: designing the product, running the factory, coordinating the supply chain, dealing with customers, managing the lean enterprise, and diffusion/completing the transition.
In contrast, many later books went deep into specific areas—value stream maps, kaizen, A3 thinking, pull systems, kanban, standardized work, and so on. Those deep dives matter. But they are almost always narrower than the frame established in Machine.
Machine connected observable practices to measurable outcomes. It did not require readers to believe in Lean as a philosophy. It showed Lean as a competitive system that produced better results across critical dimensions: productivity, quality, development speed, and capital efficiency.
The assembly plant data makes the gap visible at three levels: best, weighted average, and worst. The performance distribution is not tight—it’s a system-wide separation.

The gap held up even in luxury programs, where complexity, customization, and finishing work typically stress systems. The best Japanese luxury performance is not marginally better at the time of the research—it was in a different category.

4) This book started the Lean movement—and created the vocabulary
The fourth reason Machine deserves reappraisal is that it started the Lean movement as the world knows it. Without Machine, the Lean library would still exist—but it would be fragmented and narrower.
One way to summarize the Lean publishing landscape after 1990 is to borrow the old line about Western philosophy: all philosophy is a footnote to Plato. In Lean, a similar claim is defensible: most Lean writing is a footnote to Machine. That is not an insult to later authors including myself. Many did important deep dives. But it does clarify the central point: Machine provided the enterprise frame, the comparative method, and the quantitative baseline. Later work generally either deepened pieces of that frame, simplified it for mass adoption, or translated Toyota into culture, leadership, and principle sets.
In hindsight, the post-Machine literature tends to fall into predictable categories: (1) tools and methods (value stream, kaizen, kanban, 5S, A3, etc.), (2) management and leadership (how to lead, transform and improve), (3) culture and values (“respect for people,” principle sets), and (4) industry applications (Lean healthcare, Lean IT, Lean service). Each category has produced valuable work. What is striking, however, is what did not happen: almost no one attempted to reproduce Machine’s approach—enterprise-wide, comparative, quantitative, and written at the level of an industrial paradigm rather than a program. That absence is a loss to the field. The movement produced many good books, but very few works that restated the entire enterprise logic with evidence at scale.
There would of course still be Toyota internal accounts, Toyota way of management, technical improvement methods, and quality philosophy. What would be missing is the synthesis: a clear naming of the competing paradigms, a definition of “Lean production,” and a rigorous enterprise-level comparison showing why one system outperformed the other.
5) Womack and Jones predicted the consequences, and history validated the direction
Another important reason Machine holds up is that the core predictions embedded in its logic were correct. The book’s analysis was not just “Toyota is better.” It was “Toyota’s enterprise system is better, and the implications are existential.”
It is also worth noting how the follow-up research and publishing agenda played out. The factory chapter became the focal point for most subsequent Lean work because it was the most visible and operationally accessible. It is easier to measure cycle time than to measure supplier coordination, product-development rework, or the management system that prevents backsliding. As a result, the Lean movement mostly produced a large body of case studies and improvement narratives in manufacturing—but comparatively fewer rigorous, comparative, quantitative follow-ups across the full enterprise domains that Machine treated as essential: product development, supply chains, customer systems, and lean enterprise management.
Even in manufacturing, much of the “Lean success story” literature that followed was qualitative rather than comparative. Companies reported local gains from kaizen events, consultants documented transformations, and practitioners produced strong how-to material. But few efforts if any matched the IMVP style: cross-company sampling, standardized metrics, and side-by-side comparisons that reveal not only improvement, but the distribution of performance and the structural differences between system types. That is one reason Machine remains so powerful: it didn’t merely report improvement. It revealed a competing industrial model—and the magnitude of the performance separation.
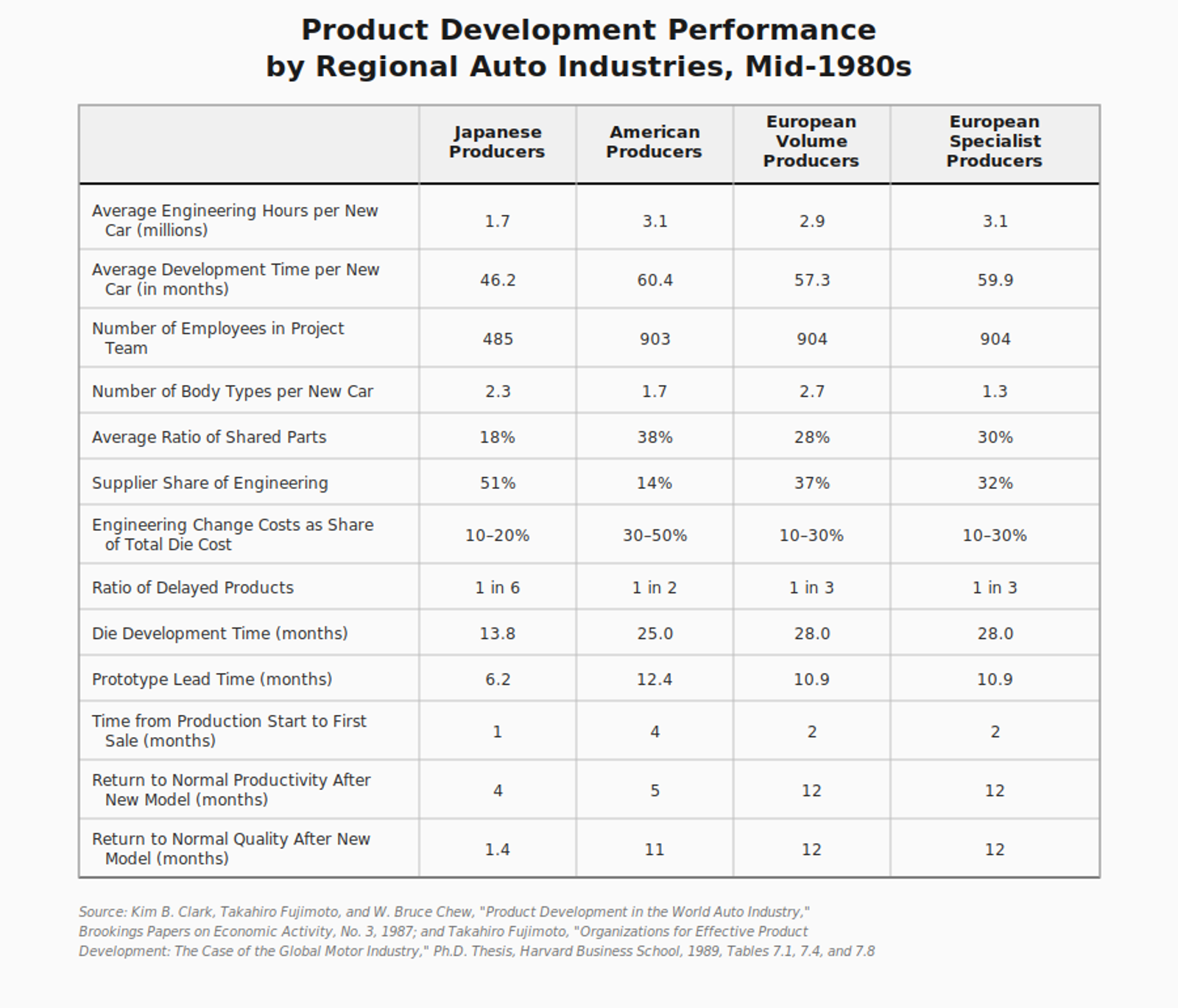
The factory chapter is not what makes Machine unique. Chapter 4 "Running the Factory" is one of the shortest chapters in the book. More coverage was given to product development and supply chain coordination and rightfully so. The product development and launch performance tables make the enterprise advantage undeniable: fewer engineering hours, faster development cycles, fewer late changes, and faster recovery after launch.
6) Toyota’s long-run performance strengthens the argument
The final reason Machine deserves reassessment is that Toyota’s long-run performance continues to validate the system described in 1990. Since roughly 1950, Toyota has been the most consistently impressive vehicle company on the planet across a combined record of volume, quality and reliability, profitability and resilience, and engineering discipline.
Toyota’s record should also be understood in the long view. Yes, Toyota has faced recalls, quality issues, and periods of strategic missteps. Every global enterprise does. The question is not whether crises occur, but how a company responds—and what those responses reveal about managerial character and system capability. Over decades, Toyota has demonstrated a persistent ability to absorb shocks, learn, and regain performance. Equally important, Toyota did not keep its system confined to Japan. It methodically transplanted its operating system overseas, plant by plant and year by year, creating a global capability rather than a local advantage. That ability to replicate performance at scale—across cultures, labor markets, and suppliers—is itself one of Toyota’s most underappreciated accomplishments and reinforces the enterprise nature of what Machine described.
Conclusion
Thirty-five years later, the case for The Machine That Changed the World as the GOAT in terms of detailing Toyota is not complicated. It emerged from a research foundation unmatched in Lean literature; it made Toyota legible as a complete enterprise system; it created the vocabulary and frame for the Lean movement; it quantified the performance gap using comparative data; it drew strategic conclusions that history validated; and Toyota’s long-run performance continues to confirm that the system is real.
What is striking in hindsight is not only what Machine accomplished, but what did not follow. Very few researchers or institutions repeated IMVP-style enterprise comparisons over time, refreshed the metrics, or extended the scope beyond the factory. This is not a failure of any one scholar or author. It reflects incentives. Academia tends to reward novelty more than longitudinal measurement, while companies, Toyota included, have rational reasons to cooperate at arm’s length. No serious enterprise documents its operating system in a way that makes copying easy.
The consequence is a gap that still matters. We have decades of Lean activity and thousands of case studies, but comparatively little work that matches Machine’s combination of enterprise scope, standardized metrics, and disciplined comparison. The field has grown, but its empirical spine has not grown with it.
Closing that gap does not require a new theory or a new slogan. It requires returning to the discipline that Machine modeled: careful definition, consistent measurement, and comparison at the level of the enterprise, and applying it again, selectively and realistically, to today’s work. That means updating the original findings where possible, revisiting the performance gaps with current data, and extending serious measurement beyond the factory to product development, supply networks, customer systems, and management practice. This work will necessarily be partial. It will occur where access exists, where definitions can be made explicit, and where comparison is possible. But partial progress is still progress.
That is the spirit in which I suggest we reflect on Machine and the parts we can each play in the coming years: not to reinterpret it, but to extend its discipline into areas where evidence is thin and claims are abundant. The Lean field has over-indexed on what is easiest to see and teach. There is still substantial work to be done to make the rest of the enterprise equally legible. If Lean is an enterprise system, it deserves to be examined as one, again, and with current practices and data. I plan to contribute my small part by publishing new material on a regular cadence throughout the year.
Machine remains the benchmark. The appropriate response is not reverence, but continuation. The work is unfinished. The next steps are not grand; they are concrete, incremental, and as relevant as ever.

About Art Smalley
Art Smalley is a leadership and Lean management expert with nearly 40 years of experience in operations and continuous improvement. He worked at Toyota and McKinsey & Company. He is a senior advisor to the Lean Enterprise Institute, author of four books, and has helped organizations worldwide implement sustainable improvement practices.
Related Articles
leantoyota
Which Supermarket: Reviewing the Origins of Toyota's Pull System
An amusing internet tale about Toyota often goes something like this: the company’s legendary pull system sprang from Taiichi Ohno's epiphany during a visit to a Memphis-based supermarket chain called Piggly Wiggly. According to the legend, Ohno visited the store during a 1956 U.S. visit and was amazed by the way shelves were instantly refilled as customers shopped. And the thus the concept for his replenishment “supermarket” style of production was born. Despite the fact that no one can seem to locate a primary source for this story, it has been widely repeated for decades on internet blogs, LinkedIn, Wikipedia, and even by major news outlets like Reuters.

leantoyota
Toyota Product Development History
Toyota Motor Corporation is often described through the lens of manufacturing, especially the Toyota Production System (TPS). But Toyota’s long-run performance also depends on a set of less-visible, tightly linked systems: product development, production engineering, quality, marketing, finance, and various other critical management systems. This article provides a structured history of Toyota’s product development engineering organization, tracing its evolution from a small automotive group inside a loom manufacturer in the 1930s to today’s mobility-era development structures. Future articles will examine the early loom business, the parallel evolution of production engineering and other disciplines.

leanai
Humans Are End-to-End, LLMs Are Middle-to-Middle
Humans perceive and verify end-to-end, while LLMs reason middle-to-middle. How combining both creates a powerful two-layer PDCA loop for learning together.