
leantoyotatechnologyleadership-managementcase-studies
Toyota Product Development History
By Art Smalley••36 min read
Executive Summary
Toyota Motor Corporation is often described through the lens of manufacturing, especially the Toyota Production System (TPS). But Toyota’s long-run performance also depends on a set of less-visible, tightly linked systems: product development, production engineering, quality, marketing, finance, and various other critical management systems. This article provides a structured history of Toyota’s product development engineering organization, tracing its evolution from a small automotive group inside a loom manufacturer in the 1930s to today’s mobility-era development structures. Future articles will examine the early loom business, the parallel evolution of production engineering and other disciplines.
Across these periods, Toyota repeatedly adjusted its organization to manage a persistent tension: functional depth (strong specialized engineering capability) versus vehicle coherence (integrating those specialties into a unified product concept and executable plan). A key theme of this article is that different tensions emerged over time as Toyota’s scale, complexity, and external constraints changed. Some of the most notable factors are the Shusa (Chief Engineer) system in the 1950s; the company-wide adoption of Total Quality Control (TQC) and “source” (genryū) thinking in the 1960s; the expansion of supplier co-development and guest engineer practices in later decades; and the platform and architecture-driven reorganizations that culminated in TNGA.
Even today, as electrification and software-defined vehicles reshape the industry, Toyota is adjusting again. The BEV Factory and Hydrogen Factory can be understood as attempts to tighten the linkage between market segmentation, regulatory challenges, product concept, engineering execution, and production preparation. This article documents that 90-plus-year evolution, highlighting key figures, major organizational pivots, and supplier-integration mechanisms that shaped Toyota’s development system.
Part I: The Genesis of Engineering Autonomy (1933–1950)
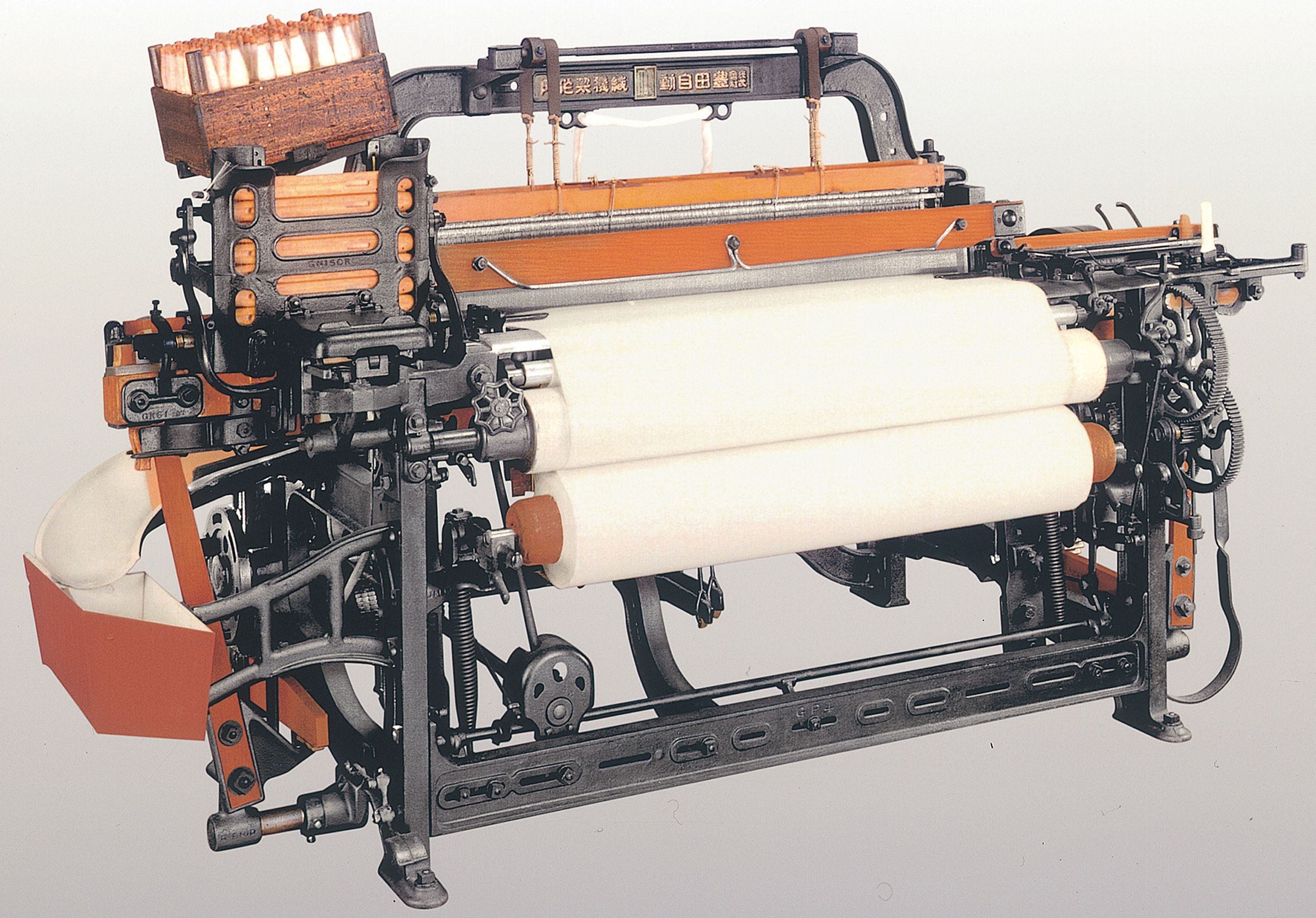
Toyota’s early product development organization did not emerge from a mature automotive industry. It was built inside a loom company’s foundries and machine shops, under severe constraints in tooling, materials, and supplier capability. Between 1933 and 1950, Kiichirō Toyoda and his teams developed enduring patterns—self-reliance (jimae-shugi) and production-centered design—that later shaped how Toyota structured product development, production engineering, and manufacturing as an integrated system. In his insider account Toyota Global Ten, retired Toyota executive Mikio Sugiura adds an important spur behind the timing: news of the “Chubu Detroit Project” (a regional initiative to concentrate automotive capability in central Japan) alarmed Kiichirō and helped catalyze the move to formalize Toyota’s automotive effort when he did.
That self-reliance, however, was never the same as isolation. Toyota studied foreign automakers closely and—when it appeared useful—briefly explored limited technical cooperation to accelerate learning, including exploratory discussions with Ford before the war and later postwar feelers during the early rebuilding period. Neither path produced a formal alliance, and Toyota ultimately reinforced its core approach: learn broadly but build and own the industrial and engineering capabilities required to design and produce vehicles reliably in Japan.
1.1 Department A and the Legacy of the Loom
In September 1933, Toyoda Automatic Loom Works established the Automotive Department, known internally as “Department A.” Under Kiichiro Toyoda, it functioned as a practical learning organization in which product design, process engineering, and manufacturing capability were treated as a single problem, not separate domains.
One early method was structured reverse engineering. In October 1933 Kiichiro disassembled a 1933 Chevrolet and had engineers sketch and measure its parts; in 1934 he purchased 1934-model DeSoto and Chevrolet passenger cars and used them as reference vehicles, testing disassembled parts to identify materials, strength, and rigidity.
As Toyota moved from sketches to prototypes, a critical hurdle emerged: producing a usable cylinder block for the Type A engine with limited domestic experience in automotive-grade castings. Toyota’s own history records that by May 1934 the research laboratory began making prototype cylinder-block molds, including the difficult work of producing small internal “oil cores” required for the casting. Core-making proved troublesome, and early attempts generated repeated defects rather than acceptable blocks.
Toyota’s historical accounts describe large numbers of defective cylinder-block castings accumulating during the prototype engine effort, and only after prolonged trial-and-error did Toyota complete the Model A1 prototype passenger car (and the related G1 truck) in 1935. The lesson was structural as much as technical: the team learned—through direct experience—that vehicle performance and reliability depended on mastering the materials and production processes behind core components. That casting ordeal helped convince Kiichiro that success in automobiles required a deliberate focus on materials capability and the machines and tooling used to make parts—setting up Toyota’s early emphasis on machine tools and production technology in the next phase.
1.2 Building the Industrial Base: Machine Tools and Specialty Steel
The repeated cylinder-block casting failures in the Type A prototype effort reinforced a hard lesson for Kiichiro Toyoda: Toyota could not achieve reliable vehicle performance by design effort alone. Success required control over two enabling capabilities that Japan’s young automotive supply base could not yet provide consistently— (1) precision machine tools and dies and (2) specialty steels and metallurgy. This realization pushed Toyota toward an early, deliberate strategy of building the industrial base needed to build cars.
to make good cars we must first make good machines
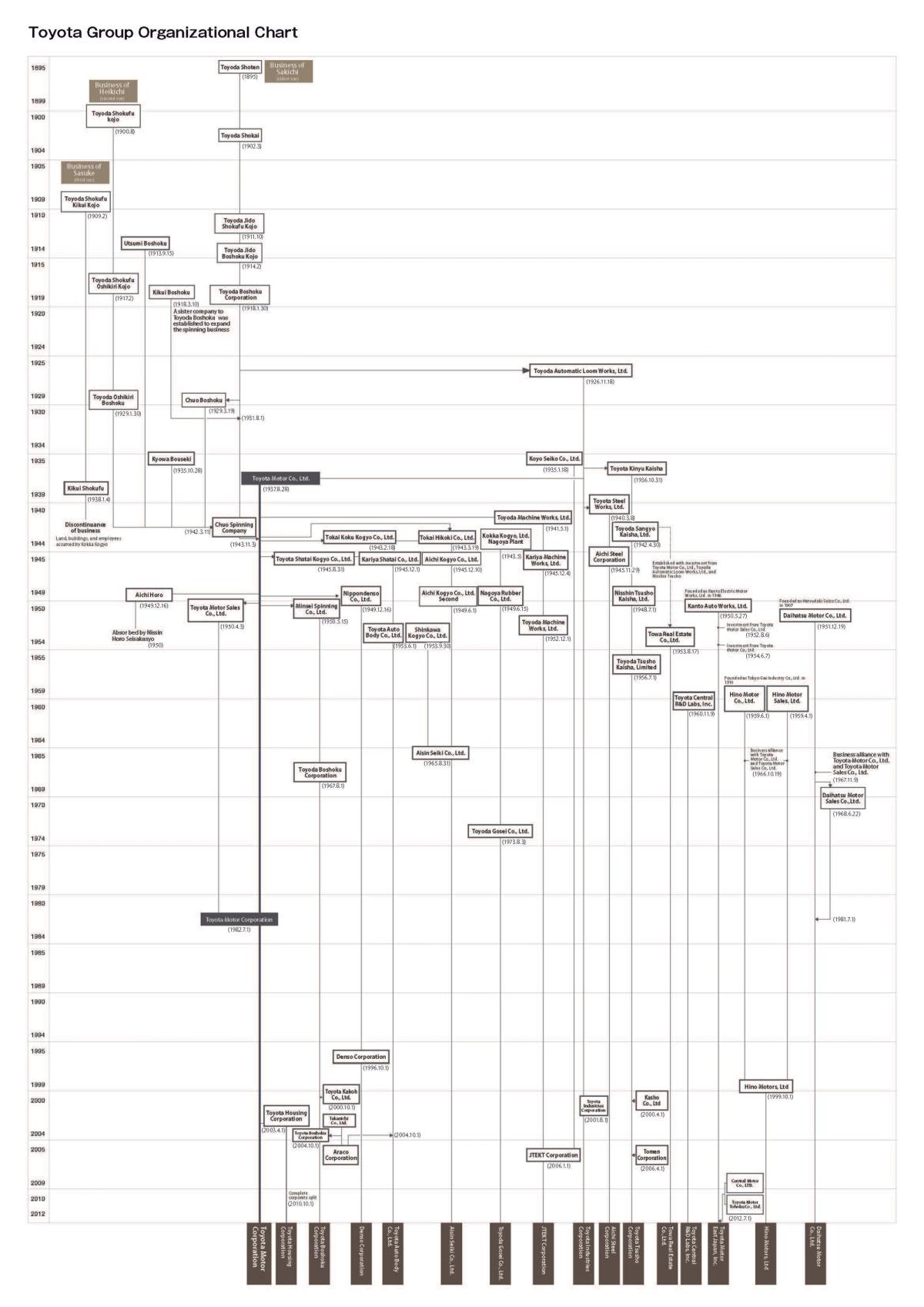
On the machine-tool side, Toyota treated machining and tooling as a strategic function rather than a supporting service. In 1937, as Toyota Motor Co., Ltd. separated from the parent loom works, a dedicated machining plant was established at the Koromo Plant. Kiichiro’s oft-repeated line— “to make good cars, we must first make good machines”—captured the logic: Toyota did not simply import machine tools; it disassembled them, studied how they worked, and progressively built and modified its own tools to match Toyota’s production needs. This capability was institutionalized when Toyota’s machinery and die engineering functions were later separated into a dedicated internal Machine Tool Division. This critical section was decades later spun off as a Toyota Machine Works (a lineage that became JTEKT today)—not as a side business, but as a structural commitment to controlling the means of production.
In parallel, Toyota strengthened materials capability. A steelmaking division had been created within Toyoda Automatic Loom Works in the mid-1930s to pursue automotive-grade steels; as car production expectations grew, this capability was spun off as Toyota Steel Works in 1940. After the war it was renamed Aichi Steel, becoming one of the Toyota Group’s core specialty-steel suppliers. The point was not vertical integration for its own sake; it was to ensure stable access to steels and metallurgical know-how critical to engines, driveline parts, and durability—areas where early prototype experience had already revealed large quality gaps.
These twin moves—machine tools/dies and specialty steel—are prime examples of how Toyota created practical feedback loops between product requirements, production engineering, and manufacturing process capability. Vehicle engineers were forced to design within (and help expand) the constraints of Toyota’s actual equipment and materials knowledge. For example, during early passenger-car development, the limitations of in-house stamping and forming capacity influenced feasible body shapes and manufacturing choices; vehicle design was therefore a negotiation with process capability rather than an isolated drafting exercise. Over time, this “product + process + manufacturing” together logic became one of the enduring structural characteristics of Toyota’s overall product development system.
1.3 Wartime Disruption and the Toyota Research Institute
The onset of World War II forced the organization into a rigid, military-directed production mode. Government policy mandated a shift to truck production (including the Model KC) for the Imperial Army, effectively freezing passenger-car development. The Koromo Plant was bombed on August 14, 1945—one day before Japan’s surrender announcement—causing severe disruption to Toyota’s operations and facilities.
However, the organizational commitment to research persisted. In October 1945, anticipating post-war uncertainty and the possibility of restrictions on automotive production under GHQ, Toyota established the Toyota Research Institute (Toyota Kenkyusho) in a former dormitory building.

The institute was tasked with researching non-automotive products and industrial technologies (e.g., housing and consumer-oriented items) to support company survival and employee welfare during the transition. While short-lived in that specific form, it demonstrated a structural resilience: the ability to decouple “research” from “current production” to safeguard future capabilities. This bifurcation—between immediate product engineering and longer-horizon research—would reappear later in the Toyota Central R&D Labs and the Higashi-Fuji Technical Center. It established a precedent that R&D was treated as a survival mechanism, not a luxury.
Part II: The Development of the Shusa System (1950–1960)
The 1950s were a turning point in Toyota’s modern development organization. After a severe 1950 labor dispute and restructuring, Toyota entered the decade under intense financial and strategic pressure—pressure that culminated in President Kiichiro Toyoda’s resignation in June 1950. In that same period, Japan’s Ministry of International Trade and Industry (MITI) was promoting rapid capability-building in the domestic auto industry, including technical tie-ups with European firms (e.g., Nissan–Austin).
Under President Taizo Ishida and senior executive leadership including Eiji Toyoda, Toyota chose an alternative course: to build its passenger-car capability largely through independent domestic development. That decision forced an organizational question that Toyota’s existing functional structure could not answer well: how to integrate body, chassis, engine, and production preparation into a coherent vehicle concept fast enough—and with high enough technical quality—to compete with firms acquiring packaged technology. The search for that integrative mechanism set the stage for the Shusa (Chief Engineer) system.
2.1 The Crown Project and the Silo Integration Dilemma
The Crown project (the “RS” program that became Toyota’s first fully domestic passenger car) exposed a structural weakness in Toyota’s early engineering organization. By the early 1950s, the technical demands of a modern passenger car—ride comfort, handling stability, durability, packaging, and cost—had become too interdependent to manage through isolated functional departments. Yet Toyota’s organization still operated largely as separate specialist groups.
As the Crown took shape, these silos produced predictable conflict. Body engineers pushed for structure that added mass; chassis engineers fought for weight reduction; and production preparation raised constraints that arrived late in the design conversation. The Crown program made it clear that Toyota needed a mechanism to integrate decisions early and continuously at the vehicle level, someone accountable for the whole product concept across functions.
2.2 The Pioneers: Kenya Nakamura and Tatsuo Hasegawa
The solution to this integration crisis emerged through two key figures who defined the "Shusa" role through complementary strengths: Kenya Nakamura and Tatsuo Hasegawa.
Kenya Nakamura, often remembered as the first Shusa, established the role’s legitimacy through production-centered credibility and whole-vehicle accountability. A body engineer by training, he earned trust across the organization by leading demanding manufacturing/industrial capability work (including the in-house 2,000-ton press effort). As lead on the Crown, Nakamura acted as the integrator—pushing functions to surface tradeoffs early and resolving conflicts that the functional structure could not settle on its own. He demonstrated that a single, concept-holding leader could unify a vehicle program, even without conventional line authority.
Tatsuo Hasegawa, who served as Nakamura’s assistant on the Crown before leading the Publica and Corolla, transformed Nakamura’s breakthrough into a scalable system. An aeronautical engineer who had designed high-altitude interceptors (Ki-94) during WWII, Hasegawa brought a "systems engineering" mindset to Toyota. He recognized that relying on heroic leadership was not sustainable. Instead, he helped introduce rigorous planning methodologies, most notably Genka Kikaku (Target Costing)—adapting aviation weight-budgeting logic to cost management—and the "80-Point + Alpha" product philosophy.
While Nakamura demonstrated the leadership of the Shusa, Hasegawa established the methods of the system. Hasegawa later institutionalized these practices as the head of the newly formed Product Planning Office in 1965, creating the organizational home that allowed the Shusa system to survive beyond its founders.
2.3 The Shusa Role: Vehicle and Customer Focus Without Line Authority
The resulting Shusa (Chief Engineer) role became Toyota’s answer to its specific integration dilemma. Its defining characteristic was a deliberate paradox: the Shusa held total accountability for the vehicle concept and profitability but possessed limited line authority over the engineering staff. Yet, this lack of HR authority did not mean a lack of control. As former Chief Engineer and later Executive Vice President Akihiro Wada later once noted, the Shusa held final sign-off authority on every engineering drawing, noting that 'if the Shusa didn't sign, the drawing didn't live.
Beyond this hard power, however, the job worked not by command, but by direct engagement—what Nakamura modeled as 'walking the floor' and Hasegawa codified as 'collecting wide knowledge'. Shusas were expected to surface constraints early, force tradeoff discussions into the open, and persuade specialists to commit to an integrated vehicle direction using data and concept clarity rather than rank.
In practice, the system allowed Toyota to preserve deep functional capability (engineers remained in their specialist departments to hone their craft) while ensuring overall vehicle integration (the Shusa pulled those resources together for the project). This 'matrix' structure, solidified by the mid-1960s, became Toyota’s structural signature for product development, balancing the specialized depth of the functional organization with the customer-focused coherence of the product team.
Part III: Quality as Structure – Eiji Toyoda and the TQC Era (1960–1980)
While the Shusa system improved vehicle-level coherence, Toyota’s late-1950s and early-1960s growth exposed a different weakness: consistency at scale. As Toyota expanded passenger-car production and pushed into export markets, variation that could be managed through individual effort and local fixes became harder to contain. The Crown’s early export experience in the United States—where sustained high-speed driving highlighted issues such as overheating and vibration—served as an early signal that integration at the “vehicle concept” level was not enough.
Toyota’s response was not simply “do better quality checks” on the shop floor. The structural lesson was that quality had to be built into the entire development system, linking product planning, design standards, supplier quality, production preparation, and manufacturing. This set the stage for Eiji Toyoda’s push to formalize Total Quality Control (TQC) as an enterprise mechanism that could scale reliability beyond the reach of any single Shusa.
3.1 The Introduction of Total Quality Control (1961)
Eiji Toyoda, then in senior executive leadership, recognized that vehicle-level integration through the Shusa model—powerful as it was—could not by itself guarantee consistent quality as Toyota scaled volume, complexity, and exports. Strong judgment and experience still mattered, but Toyota needed a repeatable system that could translate intent into consistent outcomes across many programs, plants, and suppliers. In 1961, Toyota formally introduced Total Quality Control (TQC).
TQC was not simply a shop-floor quality campaign; it was a company-wide management approach that reached upstream into product planning, design standards, supplier development, and production preparation. Key suppliers moved in parallel, notably Nippon Denso, which won the Deming Prize in 1961. The emphasis shifted from “finding defects at the end of the line” to “building quality in at the process” (kotei de tsukurikomu) by preventing defects at their sources—especially in design and process definition. In this view, an assembly-line defect was often treated as a downstream symptom of an upstream weakness in requirements, drawings, tolerances, materials assumptions, or process planning.
3.2 The QC Promotion Headquarters and "Genryu" Management
Toyota moved from “TQC as an idea” to “TQC as structure” by building a formal deployment mechanism. In September 1964, Toyota established the QC Promotion Headquarters, headed by Executive Vice President Eiji Toyoda, with a mandate spanning the entire workstream—from new-product planning and design through production and sales. The key structural point was authority and reach: quality promotion was organized as a company-wide function that could audit and challenge any department, including engineering.
While Eiji Toyoda provided top-level leadership, the day-to-day discipline of TQC required operational management. Leaders such as Masao Nemoto are commonly associated with driving Toyota’s internal TQC deployment in its formative years, turning concepts into routines, reviews, education, and follow-up. This matters because it shows Toyota treated quality as a management system, not a slogan.
The QC Promotion HQ promoted Genryu (Source) Management—the idea that quality control begins at the “source,” upstream in product planning, design assumptions, standards, drawings, tolerances, and early process definition, rather than being “inspected in” at the end of the line. This pushed the organization toward explicit PDCA practice: defining hypotheses and standards, verifying data, correcting at the source, and institutionalizing learning through updated standards and design rules. In effect, it strengthened the expectation that Shusas and functional leaders would support key design choices with evidence and verification plans—not only intuition and experience.
Toyota’s quality transformation was also increasingly All-Toyota in character. Group companies and key suppliers advanced in parallel, and external benchmarking reinforced seriousness and shared language. Nippon Denso (Denso) won the Deming Prize in 1961, and Toyota later put its company-wide TQC system up for formal assessment—entering as a candidate in May 1965 and being awarded the 1965 Deming Application Prize later that year. The sequence is itself informative: it illustrates that Toyota’s ecosystem was building quality capability broadly, not only inside Toyota Motor.
Finally, these same mechanisms—company-wide PDCA discipline, fact-based reviews, cross-functional alignment—also set the stage for Toyota’s later strengthening of policy deployment (hoshin kanri) as the enterprise grew. That linkage is worth noting here because it reinforces the theme of this report: quality was not only an output metric; it became a structural backbone for how Toyota managed and integrated product development at scale.
3.3 The Higashi-Fuji Technical Center: Regulatory Capability by Design
As TQC solidified internal processes, external pressures regarding safety and emissions forced a different kind of expansion in R&D capability. By the mid-to-late 1960s, Japan’s rapid motorization was contributing to severe air pollution and rising traffic fatalities, while overseas markets—especially the United States—were moving toward much stricter emissions requirements in the early 1970s (often associated in shorthand with the “Muskie” era).
Toyota’s main engineering center was consumed with the pace of new model development (e.g., Corolla, Corona, Celica) and was not structured for the deeper chemical, combustion, and aftertreatment research and validation that the next level of emissions compliance required. Toyota responded structurally by expanding and differentiating its development footprint.
Toyota established the Higashi-Fuji site as an advanced engineering base in the late 1960s and then reinforced emissions-focused R&D in the early 1970s through the addition of dedicated facilities for emissions testing and basic research. By that period, Higashi-Fuji housed large-scale test infrastructure—engine testing capacity, chassis dynamometers, and other regulatory-development facilities—designed to accelerate development and verification work without derailing the ongoing cadence of mass-market vehicle programs.

In effect, Higashi-Fuji functioned as a concentrated regulatory capability center. It allowed Toyota to focus resources on emissions-control development, test methods, durability validation, and integration work while keeping mainstream product programs on schedule. Structurally, this separation of “advanced/regulatory development” (Higashi-Fuji) from the main vehicle program pipeline (Toyota City) helped Toyota manage ambidexterity: selling cars today while building the technical base required for tomorrow’s standards. The growth of personnel devoted to emissions control—from 519 in 1970 to 1,870 in 1974—reinforces how seriously Toyota treated this as an organizational capability, not a side activity.
Part IV: The Extended Enterprise – Supplier Co-Development (1960s–1990s)
One of Toyota’s most distinctive structural capabilities is the way it integrates suppliers into product development. In modern automobiles, a large share of vehicle content and value is sourced externally (often cited as “around 70%” at the system level), which means supplier engineering capability strongly influences cost, quality, and launch performance. Toyota responded by building supplier-integration mechanisms that went well beyond traditional procurement and build-to-print contracting.
Rather than relying on a single “Toyota drawing” model, the company evolved a portfolio of drawing and interface styles with different allocations of design authority, responsibility, and know-how. The best-known is the design-in (often called “black-box”) approach—closely associated with approval drawings (shōnin-zu)—in which Toyota defines targets, packaging, and key interfaces while the supplier designs and validates internal details. In Toyota’s practice, “black box” does not mean “hands off”; it means detail design resides with the supplier, while Toyota retains strong control of interfaces, integration tradeoffs, and approval discipline.
Other interface styles include entrusted/consigned drawings (itaku-zu), loaned drawings (taiyo-zu), supplied drawings (shikyū-zu), and standard/commodity-part drawings (hyōjun buhin zumen). Structurally, this portfolio expanded Toyota’s effective development capacity by mobilizing large numbers of supplier engineers outside Toyota’s payroll—while preserving vehicle system integrity through clear interface definitions, evidence-based design reviews, and tight integration routines.
4.1 The Evolution of Kyohokai
The supplier relationship was institutionalized through the Kyohokai (Toyota supplier association). Rather than functioning as a simple procurement club, Kyohokai evolved into a mechanism for cooperation, capability-building, and technical diffusion across Toyota’s supply base. Toyota’s own history treats the prewar supplier roundtable activity (late 1930s) as a precursor, with a more formal unitary suppliers organization taking shape during the early 1940s and then expanding in the postwar period.
In the TQC era, Toyota extended its quality promotion routines outward through this network. Under the influence of company-wide quality deployment, suppliers were increasingly engaged not only on price and delivery, but on process capability, defect prevention, standardization, and shared problem-solving routines. The structural point is not that suppliers became “internal departments” in a literal org-chart sense; it is that Toyota built repeatable mechanisms to treat supplier capability as part of the development system—so that upstream variation did not re-enter downstream.
Practically, Kyohokai suppliers were not all the same, and Toyota’s integration approach varied by tier:
- Major system / functional suppliers (e.g., Denso, Aisin, JTEKT, Toyoda Gosei, Toyoda Boshoku, Aichi Steel, and other high-capability suppliers): These companies maintained substantial engineering resources and were engaged as development partners, including early involvement, shared testing/validation, and—in many cases—black-box/approval-drawing style responsibility for components and subsystems.
- Commodity / standard-part suppliers: These suppliers typically received clearer specifications and more detailed instructions, with less delegated design responsibility. The integration emphasis here was stability, conformance, and process discipline rather than joint innovation.
This tiered structure helped Toyota scale supplier co-development: it could delegate deeper engineering responsibility where supplier capability justified it, while keeping system integration disciplined and auditable at Toyota.
4.2 The "Design-in" and "Approval Drawing" (Shonin-zu) System
By the 1980s, Toyota’s design-in approach to supplier co-development was well established. In this structure, Toyota typically led with requirements and interfaces—functional targets, interface dimensions, packaging constraints, and validation expectations—rather than fully detailing every component drawing internally. Capable suppliers then engineered (and often validated) the internal details of the component or subsystem within those constraints.
For example, in engine and powertrain programs, Toyota may define system-level targets (efficiency, knock margin, emissions compliance, transient response) along with packaging and interface conditions. A supplier such as Denso can then take primary responsibility for the detail design of key subsystems—such as fuel injection hardware, high-pressure pumps, sensing, and control elements—developing the internal design needed to achieve stable combustion under demanding conditions. As designs converge, Toyota and the supplier align on interface conditions and verification evidence, and the program proceeds using approval drawings (shōnin-zu) and agreed test results as the formal control and acceptance basis for production release.
Structurally, this approach reduced the need for Toyota to carry every component’s detailed design internally without giving up integration control. It allowed Toyota’s engineers to concentrate on the work that must remain “whole-vehicle” (architecture, package, system tradeoffs, validation strategy, and production preparation) while allocating substantial component-level engineering to suppliers with deep domain capability. The result was not “less engineering,” but a deliberate redistribution of engineering effort across an extended enterprise, coordinated through clear interfaces, disciplined reviews, and shared test evidence.
4.3 The Guest Engineer System
To make this model practical at speed, Toyota formalized the Guest Engineer (often called a resident engineer in English; gesuto enjinia) system. Suppliers dispatched engineers to sit within Toyota’s vehicle development offices for the duration of a program, often for one to three years. These guest engineers were not merely purchasing liaisons; they were working engineers embedded in the development cadence.
In practice, guest engineers sat alongside Toyota body, chassis, packaging, and systems engineers, participating when needed in obeya (big-room) discussions and recurring design reviews. The proximity enabled rapid, iterative tradeoff work while issues were still inexpensive to change. If a Toyota body engineer needed to move a structural pillar for crash performance or packaging, a supplier guest engineer could quickly assess impacts on affected subsystems and propose countermeasures before the design locked.
Just as importantly, the guest engineer served as a technical translator and boundary manager. Toyota needed responsiveness, integration clarity, and verified performance; the supplier needed to protect proprietary design rules, manufacturing know-how, and internal standards—even while adapting designs to Toyota’s interfaces and chief engineer intent. The guest engineer role helped manage that tension: enabling deep co-development without collapsing the supplier’s proprietary boundary.
By the late 1980s on major programs, it was common for large numbers of supplier engineers to be embedded in or closely connected to the core development team, creating a networked enterprise that could move quickly without Toyota internalizing every specialty. The structural advantage was not simply headcount—it was a repeatable mechanism for aligning many companies’ engineering work to a single vehicle concept through shared cadence, shared evidence, and disciplined interfaces.
Part V: Managing Complexity at Scale – Development Centers and Platform Governance (1990–2010)
The late 1980s and early 1990s marked further refinement in Toyota’s development problem. The company’s product range expanded, development cycles tightened, and the cost of variation rose. At the same time, Japan’s economic slowdown after the bubble era increased pressure to control investment and reduce unnecessary complexity. In this environment, Toyota faced a familiar structural dilemma in a new form: how to preserve the Shusa system’s product coherence and customer focus while strengthening standardization and parts commonality across an increasingly broad lineup. The response was a series of reforms aimed at moving some decision power and coordination upstream to the platform level, which culminated in the development center structure.
5.1 FP21 and the Tradeoffs of Strong Shusa Autonomy
By the early 1990s, Toyota was managing a large and growing number of nameplates with faster update cycles, higher feature content, and rising complexity. In retrospectives from Toyota executives, one recurring observation was that the traditional Shusa system—while excellent at protecting the integrity of a specific vehicle concept—could also produce avoidable variation when many programs ran in parallel. When program autonomy is very strong, local optimization is rational: a Shusa can justify unique parts, unique tuning choices, or bespoke packaging solutions to achieve the best outcome for “his” car. Over time, however, that same autonomy can erode commonality across closely related models.
A commonly cited symptom was duplication in small components and specifications across similar vehicle types. For example, vehicles that were mechanically similar (such as Corolla and Sprinter) could end up with slightly different switches, brackets, or trim details—not because the customer demanded it, but because there was no strong vehicle-to-vehicle governance mechanism forcing coordination and parts sharing across programs. The result was not “poor engineering,” but higher complexity: more part numbers, more supplier variation, more validation work, and higher cost to change or improve components across the fleet.
In response, Toyota launched FP21 (Future Project 21) around 1990 as an organizational reform initiative. The diagnosis was essentially a rebalancing decision: Toyota wanted to preserve the Shusa’s role in product coherence and customer focus, while strengthening platform-level governance to reduce unnecessary variation and improve efficiency across the lineup. The goal was to shift some decisions upstream—encouraging shared architectures and standard parts where appropriate—so that individual programs could still differentiate where it mattered without creating a proliferation of unique requests and one-off solutions.
5.2 The 1992 Reorganization: The Center System
In September 1992, Toyota restructured its engineering organization into Development Centers, shifting from a predominantly functional matrix toward a product/platform-oriented matrix. The intent was to strengthen platform governance and parts commonality while retaining the Shusa system’s ability to protect vehicle concept and customer-facing performance.
- Development Center 1 (DC1): Rear-wheel-drive (FR) platforms (e.g., Crown, Lexus LS, Mark II). The emphasis was on premium vehicles where ride quality, NVH, durability, and sophisticated chassis systems (including multi-link suspensions) were central differentiators.
- Development Center 2 (DC2): Front-wheel-drive (FF) platforms (e.g., Corolla, Camry, Celica). The emphasis was packaging efficiency, cost, and scalable architectures—where commonality across high-volume models could deliver large efficiency gains.
- Development Center 3 (DC3): Commercial and recreational vehicles (e.g., Land Cruiser, HiAce, etc.). The emphasis here was robustness, load capability, and application-specific requirements distinct from passenger-car platforms.
- Development Center 4 (DC4): Unit development (major units/powertrain and related systems). This center covered engines, transmissions, driveline systems, and other major units that typically require high investment, long development horizons, and reuse across multiple vehicle programs.
DC4 was structurally different from the vehicle/platform centers because major-unit development (engine and transmission) run on longer lead times and serves multiple vehicle platforms. In practice, Shusas were typically assigned from within the vehicle/platform centers (DC1–DC3) and then worked with DC4 unit engineers to select appropriate engines and drivetrains and to tailor calibrations, packaging, and performance characteristics to the needs of each vehicle program—while still leveraging shared unit architectures where possible.
5.3 The Logic and the Tradeoffs of the Center Split
The split between FR (DC1) and FF (DC2) was driven by engineering commonality. Within a center, engineers could transfer lessons and standards across programs more efficiently because the underlying physics, packaging constraints, and architectural patterns were similar. In principle, this structure supported both platform synergies (shared parts and architectures) and human synergies (shared expertise, faster problem reuse, and clearer technical standards).
However, the shift also introduced predictable trade-offs. The development center structure did not eliminate the Shusa role, but it reframed it by adding a stronger platform-governance layer. Development centers were organized vertically around portfolios, and center leadership became accountable for efficiency, commonality, and investment discipline across multiple programs. That often created a new negotiation dynamic: Shusas continued to advocate for vehicle concept and customer-facing performance, while center management pushed for parts sharing, cost control, and standardized solutions that benefited the broader lineup.
In later commentary, this period is sometimes described as one in which platform efficiency goals could overshadow distinctive product character if the Shusa voice was not actively protected. Whether or not one accepts the “bland car” label often associated with this time period, the structural risk is clear: when platform governance dominates program-level judgment, differentiation that matters to customers can be diluted. A second risk was organizational: once development centers became separate pyramids, cross-center diffusion could slow unless explicitly managed—meaning technologies proven in one center could migrate more slowly to another, even when broadly applicable.
5.4 Globalization and the IMV Project
While Toyota was working to manage complexity within Japan, globalization created a parallel structural requirement: a way to develop lower cost vehicles optimized for emerging markets with stronger local engineering and production integration. In 2004, Toyota launched the Innovative International Multi-Purpose Vehicle (IMV) project (e.g., Hilux, Fortuner, Innova) as a coordinated global platform effort.
The IMV project represented a deliberate shift away from a purely Japan-centered development model. Under Akio Toyoda’s leadership (then a senior executive), Toyota built a development and production network with substantial responsibility anchored in Southeast Asia. A major obeya hub in Thailand brought together Japanese engineers, local manufacturing experts, and suppliers across multiple countries, enabling faster issue resolution and tighter alignment between product requirements and local production realities.
Structurally, IMV elevated regional capability. Organizations such as Toyota Technical Center Asia Pacific (TTCAP) and Toyota Motor Thailand (TMT) took lead roles for significant portions of development work (including major body/upper-body responsibilities), demonstrating that effective R&D could be distributed globally when governance mechanisms, interfaces, and decision cadence were designed accordingly. The IMV platform became a major success in its target markets and supported Toyota’s regional growth—while also exposing the limitations of a development system that remained too centralized when programs demanded deep local roots.
Part VI: Rebirth – TNGA and the Company System (2010–2020)
Following the Global Financial Crisis (2008) and the 2009–2010 recall crisis, Akio Toyoda assumed the presidency with a mandate to restore trust and rebuild Toyota’s foundation. In public testimony, he acknowledged that Toyota’s rapid expansion had stretched the organization: priorities that were supposed to remain “Safety first, Quality second, Volume third” had become confused; Toyota was less able to “stop, think, and make improvements” as it once did; and its reflex to listen closely to customers’ voices had weakened. Senior leaders, including quality executive Shinichi Sasaki, echoed the need to strengthen quality governance and make faster, more responsible decisions closer to the customer and the regions.
Toyoda framed the deeper problem as a form of “big-company disease”—the risk that scale, bureaucracy, and risk-aversion slow action and dilute accountability. He pointed to the post-2003 pace of expansion as a period when Toyota’s growth outstripped the development of people and systems needed to sustain its traditional strengths. His response was to push decision-making and learning back toward the genba, reinforce genchi genbutsu thinking (go and see; verify firsthand), and recommit the company to sustainable growth grounded in Toyota’s core principles of Continuous Improvement and Respect for People.
6.1 TNGA: More Than a Platform Strategy
Toyota New Global Architecture (TNGA)—announced in 2012 and first realized in production with the fourth-generation Prius launched in late 2015—is often summarized as a modular platform strategy. Toyota’s own framing, however, was broader: TNGA was presented as a reform of how vehicles are architected early, how key layouts and interfaces are standardized, and how manufacturing and suppliers are brought into development sooner. In other words, TNGA combined platform commonization with changes to the development and production system that determine how quickly Toyota can deliver high-performing vehicles at scale.
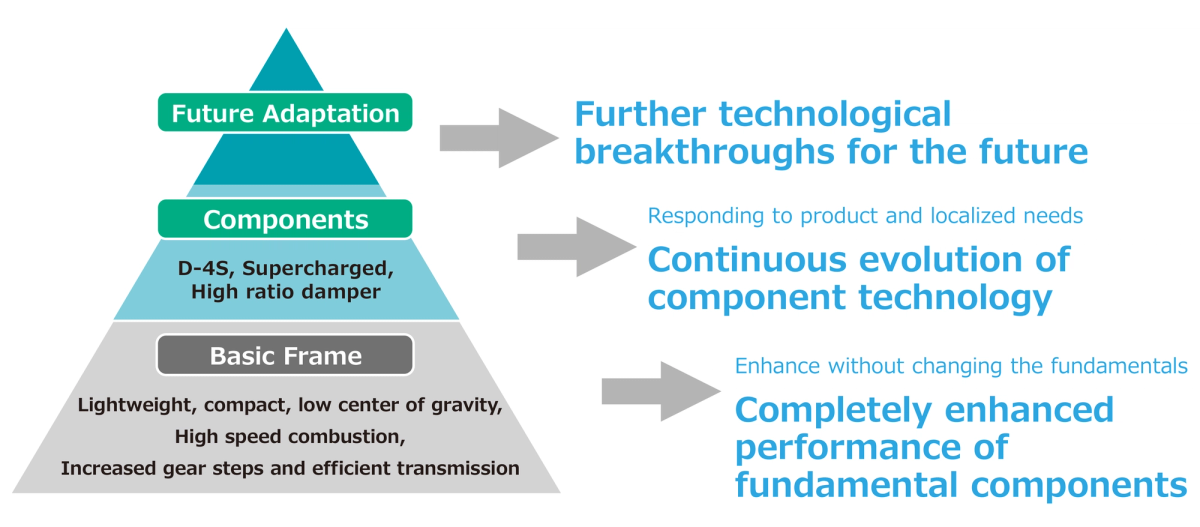
A core idea was “smart/strategic sharing”: establishing common architectures (e.g., TNGA-C, -K, etc.) and standardizing the size/position/layout of major elements and interfaces so engineers were no longer designing one-off “Camry-only” solutions for foundational items. Instead, they were expected to design components and subsystems that fit a defined architecture and could be applied across multiple vehicles that share that architecture—while still allowing visible differentiation and tuning where it mattered to customers.
Toyota also tied TNGA to a major powertrain renewal (including the “Dynamic Force” engine family and new transmissions) and argued that the approach reduces development workload—often cited as roughly 20%—freeing time and resources to reinvest in quality and product performance and accelerate delivery of “ever-better cars.”
6.2 The In-House Company System (2016)
To implement TNGA more effectively and speed decisions, Toyota overhauled its organization in 2016 by moving toward a product-based in-house company system (effective mid-April 2016). Rather than relying primarily on function-based coordination, Toyota created “smaller Toyota” units intended to strengthen end-to-end accountability for product strategy and development and reduce the time consumed by cross-functional handoffs.
At launch, Toyota identified seven product-based in-house companies:
- Advanced R&D and Engineering Company
- Toyota Compact Car Company
- Mid-size Vehicle Company
- CV Company (commercial vehicles)
- Lexus International Co.
- Power Train Company
- Connected Company
Toyota’s stated intent was not simply an org-chart redraw; it was to enable these product-based companies to carry work more seamlessly across phases—including strengthening the linkage from planning into production-related functions—while preserving the chief engineer (Shusa) “product owner” spirit inside a larger, modern governance system.
Importantly for later examples, Toyota then expanded this direction in 2017 by establishing GAZOO Racing Company as an in-house company to accumulate motorsports learning and feed it back into road cars. In that context, Toyota later created dedicated low-volume GR production capability within Motomachi, which Toyota’s own communications describe as the exclusive build location for the GR Yaris.

Part VII: The Mobility Pivot – Software, EV Integration, and New Factory Structures (2020–2025)
The 2020s brought a well-known shift in the industry’s center of gravity—often summarized as CASE (Connected, Autonomous, Shared, Electric). For Toyota, the question was not whether TNGA “worked,” but whether the organization and development system were optimized for software-defined functionality, battery cost and packaging, and faster iteration cycles. The organizational response was to strengthen software platform development, create more integrated EV development/manufacturing structures, and formalize dedicated “factories” for specific domains (Battery Electric Vehicle BEV and hydrogen) where technology, business models, and supply coalitions were evolving rapidly.
7.1 Woven by Toyota: Building the Software Layer
Recognizing that large-scale software development follows different rhythms than traditional vehicle engineering, Toyota began consolidating and strengthening its software-development pipeline. Toyota Research Institute–Advanced Development (TRI-AD) was established in 2018 as a joint initiative with key group suppliers, and it later reorganized into Woven Planet Holdings in 2021. In April 2023, the organization was renamed Woven by Toyota.
Based in Tokyo’s Nihonbashi district rather than Toyota City, Woven by Toyota was positioned to attract and retain software talent and to operate with software-centric development practices. Its charter has included work on Toyota’s software platform efforts—often discussed in connection with the Arene platform—along with related domains such as automated driving, safety, and mobility services. Structurally, the significance is not that Woven “replaces” vehicle development organizations, but that it functions as a platform capability intended to serve multiple vehicle programs and business units. The broader organizational message is that software architecture increasingly shapes vehicle architecture, interfaces, and validation strategies—and therefore must be treated as a first-class development system rather than a downstream implementation detail.
7.2 The BEV Factory (2023)
In mid-2023, Toyota introduced the BEV Factory as part of its next-generation battery EV strategy under CEO Koji Sato. Rather than treating BEVs as simply another derivative within existing processes, Toyota signaled that next-generation BEVs would require tighter integration across product planning, engineering, and manufacturing design—because EV cost, range, and manufacturability are strongly determined by early architectural decisions.
The BEV Factory was presented as an integrated unit for next-generation BEVs targeted for launch in 2026, with Takero Kato appointed as its president. The intent was to concentrate accountability and decision cadence—similar in spirit to the Shusa “single-vehicle concept owner,” but extended to include deeper linkage to production design and manufacturing preparation.
Toyota highlighted manufacturing innovations as part of this approach, including large aluminum casting concepts often referred to as giga casting (e.g., consolidating major underbody structures into fewer large cast pieces) and new factory concepts such as a “self-propelling” assembly process in which vehicles move through production steps without a conventional conveyor system. The key structural point is that Toyota was explicitly coupling product architecture choices with manufacturing architecture choices earlier and more tightly—an echo of Toyota’s long-standing pattern: when the technology regime changes, Toyota revisits organization and integration mechanisms, not just component designs.

7.3 The Hydrogen Factory and New Supplier Coalitions
Parallel to the BEV Factory, Toyota established a Hydrogen Factory (launched in 2023) to centralize fuel cell and hydrogen-related expertise and accelerate commercialization. Toyota’s public messaging emphasized commercial applications and highlighted major hydrogen market potential in regions including Europe and China (and North America) as the company pushed fuel cell systems beyond passenger cars into broader mobility use cases.
At the same time, Toyota’s supplier relationships continued evolving beyond classical buyer–supplier transactions into more formal joint structures in key technology domains. BluE Nexus (established in 2019 with Aisin and Denso, with Toyota as a shareholder) is an example of a joint venture intended to accelerate electrified powertrain modules such as e-Axles. In the integrated-control domain, J-QuAD Dynamics was established (also in 2019, by Aisin, ADVICS, JTEKT, and Denso) to develop integrated control software for automated driving and vehicle motion control. The structural theme is consistent with earlier eras: as the technical boundary between “vehicle” and “system supplier” becomes more complex—especially in software and electrification—Toyota uses tighter organizational mechanisms (including JVs and dedicated domain units) to improve speed, integration quality, and repeatability.
Toyota Product Development Era Summary Table
| Era | Primary Structure | Driving Logic / Constraint | Key Innovaton |
|---|---|---|---|
| 1933-1950 | Department A / Machine Tool Div. | Weak domestic industrial base; need for self-reliance | Build core industrial capability (materials + machine tools + process know-how) tightly coupled to product development |
| 1950–1960 | Shusa (Chief Engineer) Office | Functional silos hinder vehicle-level coherence (Crown era) | Vehicle concept ownership; integration through persuasion across functions (“heavyweight” product leadership) |
| 1960–1990 | TQC & QC Promotion HQ | Consistency at scale; rising global expectation | “Genryu” (source) management; formal reviews/audits; expanded supplier capability-building; advanced/regulatory development capacity (e.g., Higashi-Fuji) |
| 1990–2016 | Development Centers (1-4) | Complexity growth; need for standardization and platform efficiency | FR/FF and portfolio-centered governance; stronger commonality and parts-sharing mechanisms |
| 2016–2023 | In-house Companies | Speed of decisions; reduce bureaucracy; reinforce product leadership | “Smaller Toyota” units; faster cross-functional alignment; TNGA as an enabler; later expansion of specialized in-house units (e.g., GR) |
| 2023–present | BEV / Hydrogen Factory | Electrification + software-defined competition; faster cycles | Tighter product–process integration for next-gen BEVs; concentrated domain teams; evolving JV coalitions for electrification/ software |
Conclusion
The 90-plus-year history of Toyota product development is a study in dynamic equilibrium. Rather than treating the organization as a fixed blueprint, Toyota has repeatedly adjusted structure to counterbalance predictable side effects of scale, complexity, and technology change. The three phases below are a high-level aggregation of the detailed eras in Table 1, intended as a reader’s through-line rather than a replacement for the full genealogy above.
- Phase 1 – Capability Building and Vehicle Integration (1933-1960): When the domestic industrial base was weak and later functional specialization threatened overall vehicle integration, Toyota built core in-house capability and then strengthened vehicle-level concept ownership through the Shusa system.
- Phase 2 –Scale, Quality, and Standardization (1960-2016): As Toyota expanded globally and variation became costly, the company strengthened quality-at-the-source disciplines and platform/commonality governance—using structures that supported consistency at scale without losing product intent.
- Phase 3 – Speed and Architecture Integration (2016-present): As coordination overhead and electrification/software pressures increased, Toyota shifted toward product-based in-house companies and dedicated domain structures (e.g., BEV/Hydrogen initiatives), reinforcing faster decisions and tighter integration between product architecture, manufacturing architecture, and the supplier ecosystem.
Toyota’s structural evolution in product development is best understood as adaptive rather than doctrinaire. The company has revised roles, decision pathways, and integration mechanisms in response to shifting external demands—market competition, regulatory change, and technology discontinuities—as well as internal pressures created by growth, complexity, and coordination overhead. These adjustments are not always purely proactive; in several cases Toyota moved after friction, delay, or quality risks became visible. But the deeper pattern is consistent: Toyota does not treat its development organization as a fixed “best practice.” It treats structure as a tool—reshaped when conditions change—to preserve the ability to deliver high quality vehicles, at scale, with disciplined integration across marketing, engineering, manufacturing, and Toyota Group suppliers.
Methods & Materials
This article is based primarily on Toyota corporate histories and Japanese-language materials, with emphasis on chronology, organizational structure, and specific mechanisms documented in those sources. The author maintains a private research database that indexes a curated corpus of Toyota-related materials (including many of the publicly available sources listed below) to support rapid retrieval and outline development. Draft sections were then refined and checked for timeline consistency against publicly accessible primary sources and credible institutional references. Interpretations and any remaining errors are the author’s responsibility.
Primary Public Sources
Toyota Motor Corporation (primary)
- トヨタ企業サイト|トヨタ自動車75年史(本文・組織図データ)
- 社史・年史(日本語):トヨタ自動車 20年史/30年史/40年史ほか、社内編纂の歴史資料
- Toyota Global|History of Toyota “75 Years” (English mirror)
- Toyota Global|Investor Relations(Annual Reports / Integrated Reports)
- Toyota Global Newsroom(組織改正・人事・戦略発表)
- Toyota Global|Powertrain / TNGA technical overviews
Toyota Group suppliers (primary)
- 株式会社ジェイテクト(JTEKT)— Corporate Guides / company publications
- 株式会社アイシン(AISIN)— Corporate Guides / company publications
- 株式会社デンソー(DENSO)— Corporate Guides / company publications
Joint ventures / coalitions (public corporate announcements)
- BluE Nexus(Toyota・AISIN・DENSO 関連の公表資料)
- 自動運転ソフト関連JV(J-QuAD Dynamics 等:関係各社の公表資料)
Japanese academic / institutional sources
- 東京大学(CIRJE)— 承認図方式(承認図)や取引・開発分業に関する研究資料
- 日本自動車殿堂(JAHFA)— 主要人物の略歴資料(中村健也、豊田英二等)
- 東京理科大学専門職大学院MOT研究センター — 和田明広オーラル・ヒストリー(トヨタ製品開発と主査制度に関する証言記録)
Toyota-affiliated museum / archival sources
- トヨタ産業技術記念館(Toyota Commemorative Museum of Industry and Technology)— 技術史・開発史の公開資料

About Art Smalley
Art Smalley is a leadership and Lean management expert with nearly 40 years of experience in operations and continuous improvement. He worked at Toyota and McKinsey & Company. He is a senior advisor to the Lean Enterprise Institute, author of four books, and has helped organizations worldwide implement sustainable improvement practices.
Related Articles
leantoyota
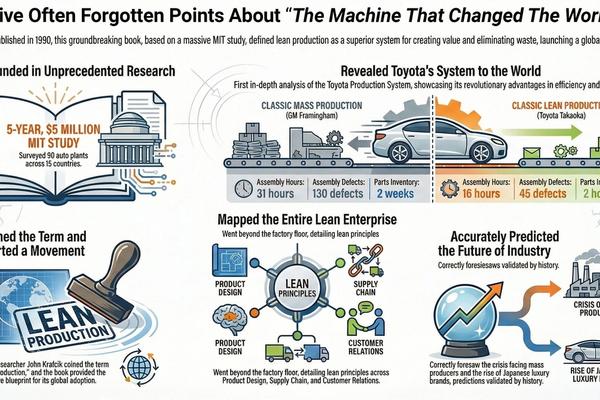
Reflecting On Machine That Changed The World - 35 Years Later
The Machine That Changed the World remains, 35 years later, the most comprehensive and empirically grounded explanation of Toyota as a complete enterprise system—not a collection of factory tools. Built on unmatched MIT research, the book quantified a structural performance gap between lean and mass production across product development, manufacturing, supply chains, and management, launching the Lean movement and defining its core vocabulary. Despite decades of Lean activity since, no later work has equaled its enterprise-wide scope, comparative rigor, or lasting explanatory power
leantoyota
Which Supermarket: Reviewing the Origins of Toyota's Pull System
An amusing internet tale about Toyota often goes something like this: the company’s legendary pull system sprang from Taiichi Ohno's epiphany during a visit to a Memphis-based supermarket chain called Piggly Wiggly. According to the legend, Ohno visited the store during a 1956 U.S. visit and was amazed by the way shelves were instantly refilled as customers shopped. And the thus the concept for his replenishment “supermarket” style of production was born. Despite the fact that no one can seem to locate a primary source for this story, it has been widely repeated for decades on internet blogs, LinkedIn, Wikipedia, and even by major news outlets like Reuters.

problem-solvingleadership-management
The Coffee House Delusion - Why "Liquid Networks" Are Overrated
For years we’ve been told innovation comes from “creative collisions” — open offices, hallway chats, coffeehouse serendipity. But the evidence suggests that’s mostly a myth. Real breakthroughs are usually born in deep solitude, refined through structured review, and only then spread through networks.