leanproblem-solvingcase-studies
The Missing Link - Production Engineering in Toyota

Opening: A Chuck That Changed Everything
In the late 1960s, a mid level Toyota engineer named Tomoo "Tom" Harada stood in an American machine shop, sketching the inner workings of a precision collet chuck. He had been sent by Toyota to study under a technical licensing agreement between N.A. Woodworth Company (USA) and Toyota Motor Corporation and Teikoku Chuck (Japan). Harada and others like him dispatched to other companies were on a specific technical mission: understand how American manufacturers achieved such tight tolerances in high-speed machining.
Harada filled notebooks with detailed drawings. He measured clearances, documented materials, and noted the subtle locking geometry that allowed Woodworth's chucks to grip rotating shafts without slippage. But he also identified opportunities—places where the American design, excellent as it was, left him with improvement ideas for camshaft machining.
Back in Japan, Toyota's Production Engineering division armed with insights from their own tear down work on machine tools and insights gleaned from dispatched engineers like Tom Harada around the globe went to work. They took what they had learned, adapted it to Toyota's needs, and partnered with internal and external partners to manufacture new designs locally for superior performance in holding cast and forged components. In the case of the collet chuck they specified a Toyota standard type to a company named Teikoku Chuck Co. Ltd. The results were immediate and dramatic: shaft slippage during machining dropped significantly, tool life extended, and cutting precision improved measurably.
This redesigned chuck known as the Universal Ball Lok (UBL) type eventually became a Toyota Production Engineering standard. Every lathe using collet chucks adopted the new design when new equipment was purchased. Over the following decades, Toyota's engineers and their supplier partners continued refining it—generation after generation—until the Japanese chucks surpassed the original American design in capability. This pattern of licensed learning, local adaptation, and continuous mechanical engineering improvement would repeat across dozens of machine tool components and subsystems over the next several decades.
This story is almost never told when people talk about Lean. But it certain instances it may be the most important story of all.
Introduction: The Familiar Lean Story
Ask most practitioners, professors, or consultants what Lean means and you'll hear familiar answers: standardized work, kanban, takt time, 5S, value stream mapping. This is the face of Lean that was popularized in books like Lean Thinking (Womack & Jones, 1996) and The Toyota Way (Jeffrey Liker, 2004). It is a story rooted in the assembly line—of people, methods, and materials working in flow.
This version of Lean is not wrong. In fact, it has transformed industries far beyond manufacturing—from hospitals and banks to software startups. It works because it focuses on stabilizing human work, organizing processes, and creating flow.
But it is incomplete.
Lean or more specifically the Toyota Production System (TPS) also grew up in machine shops, stamping presses, welding lines, and casting foundries. In these machine-intensive environments, quality does not improve simply by tidying tools or balancing work. Machines perform the value-added work in these shops by forming metal. A spindle with excessive runout will not cut more precisely because of a visual control chart. A stamping die does not last longer because of a new type of kanban.
The most untold story of Lean is how Toyota raised its process capability in machining, stamping, forging, and molding—not just through visible industrial engineering methods, nor basic problem solving —but through relentless production engineering kaizen of machines, tooling, chucks, datums, spindles, bearings, and materials. It is a tale of organizational learning through PDCA cycles measured in years and decades rather than days and weeks—highly technical, capital intensive, and almost entirely invisible to outside observers accustomed to rapid improvement cycles.
Toyota's Three-Track System: The Organizational Flow
To understand how Toyota actually achieved world-class manufacturing capability, we need to recognize that the company historically developed three organizational tracks in production that work together from upstream to downstream—from product concept to daily production:
Track 1 - Product Development: The upstream organization where Chief Engineers and their teams design vehicles, select materials, specify component tolerances, and define product architecture. Suppliers play a critical role in this architecture as up to 70% of components are made external to the company. This track answers the first important question: What will we make?
Track 2 - Production Engineering (生産技術 - Seisan Gijutsu): The middle organization that determines how products will be manufactured. Toyota typically keeps the most critical 30% of all components internally for quality control, cost and technology reasons. Production Engineering designs these complex manufacturing processes, develops tooling and fixtures, specifies machine tool standards, and continuously improves process capability. Key long-term suppliers build the processes and tooling. This track bridges product design and daily manufacturing. This track answers the question: How will we make it?
Track 3 - Production Management (TPS/Lean): The downstream organization that runs daily plant operations using state of the art daily management, highly trained workers, and what are historically largely considered industrial engineering related tools. This is the most visible face of Toyota—standardized work, kanban, 5S, QC circles, and continuous improvement. This track answers the question: How do we make it every day?
Let's summarize the situation in terms of documentation and visibility to the outside world:
Track 3 (Production Management) has been extensively documented in thousands of books and papers
Track 1 (Product Development) has received moderate academic attention from researchers
Track 2 (Production Engineering) has remained almost invisible—the hidden middle track
This article focuses on the historically neglected Track 2: Production Engineering—the middle untold story of how Toyota achieved world-class machining, stamping, and forming capability.
The power of this story lies in understanding that Track 2 was literally sandwiched between two other organizations. Consultants visiting plants saw Track 3's visible methods. Some academics studying product development saw Track 1's product development process. Almost nobody saw Track 2's deep technical work with machine tool builders and tooling suppliers—work that often happened outside Toyota's walls entirely.
Track 1: Product Development - Somewhat Documented
Working from upstream to downstream, we begin with Product Development—the organization that designs what Toyota will make.
This system has been somewhat documented in academic research, particularly:
Product Development Performance (Clark & Fujimoto, 1991)
The Toyota Product Development System (Morgan & Liker, 2006)
Various papers on Toyota's Chief Engineer system and set-based concurrent engineering
This material covers some of the high-level unique aspects of product development in Toyota but has not been fully explored. However, Track 1 is at least recognized in the literature. Researchers understand that Toyota developed superior products through heavyweight project managers (Chief Engineers), cross-functional integration, set-based design processes, and rigorous design standards.
This track involves designers, product engineers, and R&D teams who:
Develop vehicle concepts and architecture
Select materials and specify component designs
Define tolerances and performance requirements
Create detailed engineering drawings and specifications
Track 1's contributions to Toyota's quality reputation are significant. Better product designs—stronger materials, improved tolerances, optimized geometries—that created the potential for high-quality vehicles.
But here's the critical gap: product design excellence alone doesn't explain how Toyota actually manufactured parts to incredibly tight tolerances with scrap rates of 0.05%. You can design a perfect crankshaft on paper, but if your machining processes can't consistently hold a couple microns of tolerance, you'll still produce scrap. That was a problem that plagued Toyota for much of its formative years.
That's where Track 2 comes in historically—the hidden middle track.
Track 3: Production Management (TPS/Lean) - Extensively Documented
Before exploring the untold Track 2 story, we need to understand Track 3—the downstream production management system that most people know as "Lean" or the Toyota Production System.
Track 3 encompasses the methods and tools developed and refined in Toyota plants during the 1950s-1970s for managing daily production: standardized work, takt time, continuous flow, pull systems (kanban), visual management, 5S workplace organization, the 7 QC tools (Pareto charts, cause-and-effect diagrams, control charts, histograms, etc.), QC circles, A3 problem solving, Hoshin Kanri policy deployment, operator-performed preventive maintenance, and what Toyota today calls the Flexible Daily Management System (FDMS).
These methods had an enormous impact on assembly operations and service industries. They stabilized human work cycles, reduced waste, balanced flow, and made abnormalities visible. They created a culture of continuous improvement where certain types of problems were surfaced and solved systematically.
Track 3 has been extensively documented in thousands of books, academic papers, and consulting frameworks. It's highly teachable and observable, which is why it became the dominant story of Lean worldwide. In some instances that might be all you need.
However, in machine-intensive processes, Track 3 methods provided some stability but could not fundamentally change process capability. Incrementally yes somewhat but fundamental step change process capability no. 5S prevented misplaced gauges but couldn't improve machine tool spindle rigidity. Standardized work optimized part loading for the operator but couldn't prevent chuck slippage during high-speed cuts. This recognition led to the dispatch of production engineers overseas to study state of the art technology not present in Japan at this time.
These methods were necessary—but not sufficient—for world-class machining capability.
The Gap: What Tracks 1 and 3 Couldn't Solve
Consider Toyota's scrap rates in machining operations through the decades:
1950s: 3-5% scrap rates (typical for the era)
1960s: ~2% scrap rates (through Track 3 IE methods and QC tools)
1980s: ~0.5% scrap rates
Today: ~0.05% scrap rates while holding tolerances of a couple microns
The improvement from 5% to 2% came largely from Track 3—better standardized work, visual controls, and systematic problem solving. This represented world-class performance for the 1960s.
But 2% was still too high for Toyota's ambitions. And critically, the improvement curve was flattening. The incremental gains from better work instructions and basic statistical monitoring were reaching their limits causing an intense dilemma.
Track 1 (product development) could specify tighter tolerances in the design blueprints, but that didn't mean the factory could achieve them. It would merely increase scrap rates. Specifying a tolerance is easy; consistently machining to that tolerance is the hard part.
Track 3 (production management) could stabilize the process and make problems visible, but it couldn't change the fundamental physics of cutting metal or the precision limits of the machine tools themselves.
The technical constraint was now the process capability of the machines themselves—the physics of how metal cut metal, how fixtures held parts, how spindles rotated, how bearings maintained precision over millions of cycles.
To break through from 2% to 0.5% to 0.05% required something beyond product design specifications (Track 1) and daily production management (Track 3).
Track 2: Production Engineering - The Untold Story
The middle track is far less documented—and yet, it may be the most decisive in Toyota's history. This is the story of Toyota's Production Engineering departments (生産技術 - Seisan Gijutsu) and their collaborations with machine tool builders and tooling suppliers in the Mikawa region and other parts of Japan.
Production Engineering sits organizationally between Product Development (Track 1) and Production Management (Track 3). Their mission: determine how products will be manufactured and continuously improve manufacturing process capability.
This organization doesn't run the daily production (that's Track 3's job), and they don't design the products (that's Track 1's job). Instead, they:
Design and specify manufacturing processes
Develop tooling, fixtures, and work holding systems
Specify and often co-develop machine tools with suppliers
Define cutting parameters and process conditions
Document manufacturing methods in rigorous engineering detail
Continuously improve the fundamental capability of production processes
Learning from the West
In the 1950s and 1960s, Toyota relied heavily on American and German precision machine tools, cutting tools, bearings, and fixtures. These were excellent products, representing the pinnacle of Western manufacturing capability. But dependency also created problems for Toyota: long lead times for spare parts, communication barriers, limited technical support, and little room for iterative improvement. To the western world their design represented the "standard" and it was not to be changed. Toyota's entire organizational philosophy was to improve the standard over time through the PDCA cycle.
This reality led to a problem Toyota wanted local partners they could work with in Japanese, sharing information face-to-face and problem-solving together in rapid cycles and on a generational improvement cycle with model changes. To close the capability gap, Toyota's Production Engineering organization began dispatching engineers overseas to study precision machining, tooling, and machine tool design. There was a need to level up the Japanese machine tool that supported Toyota.
These were not casual tours or simple benchmarking trips. Engineers spent weeks and months embedded in American and German factories, studying angular contact bearings, taper roller bearings, spindle head designs, and work holding technology. They measured, sketched, tested, and documented everything allowable.
Tom Harada's chuck study was one of many such missions. When Toyota formalized its technical licensing agreement with N.A. Woodworth and Teikoku Chuck in the late 1960s, Harada was sent to study American collet chuck technology in depth.
It's worth noting these exchanges were not IP theft by any means. These exchanges were licensed, cooperative exchanges of technology—partnerships where American and European companies received compensation and Japanese companies gained knowledge. Toyota and its tiny market share and manufacturing base was not even considered a threat at the time to American competitors.
A Systematic Pattern
The chuck redesign was not an isolated case. Similar cycles occurred across Toyota's machine-intensive operations:
Bearings: Toyota engineers studied American and German designs for angular contact bearings and taper roller bearings—the critical components that determine spindle precision and life. Through technology partnerships, they learned to manufacture these bearings in Japan, then applied continuous kaizen to improve lubrication, materials, tolerances, and heat treatment. These bearings are the foundation of machine tool spindles—improve the bearing, and you improve every cut the machine makes.
Spindle heads: The rotating heart of every machine tool was studied, documented, and gradually improved through collaboration between Toyota's Production Engineering and local machine tool builders.
Fixtures and datums: The structures that locate and hold parts during machining were systematically redesigned to improve repeatability and reduce variation.
Tooling and materials: Cutting tool geometries, coatings, and substrate materials were continuously refined in partnership with Japanese tooling suppliers.
Machine Tool Development Partnership: Toyota didn't just improve individual components—they systematically developed machine tool capability itself. Toyoda Machine Works (now JTEKT Corporation) and Toyota's internal Teiho plant specialized in building high-precision machine tools aimed at Toyota's specific manufacturing needs. Other tier-one machine tool companies participated in this multi-year, multi-decade improvement project.
Every year, production-specific performance data was collected by central Production Engineering teams organized by technology and fed back to tooling and machine tool builders. You can think of it as kaizen on a multi-year and even multi-decade progression—studying cutting tools, materials, bearings, spindle head design, and going back to first principles of manufacturing. The result is some of the finest production technology in the world.
In each case, the pattern was the same:
- Study world-class Western designs through legitimate partnerships
- Localize and adapt to Toyota-specific requirements
- Manufacture in Japan with local partners
- Apply continuous production engineering kaizen to exceed the original capability
The result was a series of step-change improvements in process capability. While Track 3 IE methods and QC tools delivered steady incremental gains, Track 2 production engineering kaizen produced leaps—moving Toyota's machining and stamping processes from "good" to "world-class."
The Production Engineering Rigor Nobody Saw
In addition to the mechanical improvements, Production Engineering developed rigorous technical documentation systems that are still entirely unknown outside Toyota. Even internally today, only a small percentage of employees understood them.
I did a quick review of documentation for machine tools in Toyota from over two decades ago in my old job. In machining operations, I identified 17 different forms of technical documents that supported a given production process specific to Track 2 engineering. These were not the standardized work charts that consultants observed on the shop floor (Track 3). These most critical and sensitive by far were engineering documents that defined the physics of manufacturing:
Operation Drawings (工作図面 - Kōsaku Zumen): Material removal sequences and machining operations
Tooling Layout Drawings (刃具配置図 - Hagu Haichi-zu): Cutting tool positioning and specifications
Quality Check Standards (品質標準書 - Hinshitsu Hyōjun-sho): Measurement requirements and inspection criteria
Machine Static Accuracy Charts (静的精度標準書 - Seiteki Seido Hyōjun-sho): Machine tool capability specifications
These documents defined cutting parameters, tool paths, quality requirements, and machine capability standards. They were the actual tools of problem-solving for Production Engineering, and they took years to master across hundreds of types of production processes.
Consultants and professors who visited Toyota had no idea these documents even existed. They observed the visible Track 3 standardized work sheets for operators but never saw the Track 2 engineering documentation that made world-class process capability possible.
The numbers tell the story: By the 1980s, when this production engineering kaizen was fully integrated into Toyota's system, machining scrap rates had fallen to around 0.5%—a tenfold improvement from the 1950s. Today, Toyota's machining scrap rates are closer to 0.05% while holding tolerances of a couple microns—representing world-class capability that few manufacturers anywhere can match.
Why Track 2 Remained Hidden
There are several reasons why even today Production Engineering's role in Toyota remains invisible to outside observers:
The Time Horizon Problem: Perhaps the most fundamental reason Track 2 remained invisible is the radical difference in PDCA cycle times across the three tracks. Track 3 production management operates on daily, weekly, and monthly improvement cycles—perfect for consultants on 6-18 week long engagements who need to show quick ROI. Track 1 product development operates on 2-4 year vehicle development cycles—long enough that academic researchers can study generational improvements. But Track 2 production engineering operates on 8-10+ year equipment lifecycle timescales, with some improvements unfolding over decades. A machine tool that is capable in year one is not the same machine in year ten due to consumable wear parts and vibration, etc. A consultant visiting for even a week will never witness a complete PDCA cycle on spindle bearing development or machine tool capability improvement. Western management culture, oriented toward quarterly results, is fundamentally incompatible with the patient, multi-generational learning required for production engineering kaizen. It's easy to dismiss Track 2 as "just PDCA" when you can't see the sophistication required to execute PDCA cycles across decades while maintaining institutional knowledge, supplier relationships, and technical depth.
The Middle Position: Production Engineering sits between Product Development (Track 1) and Production Management (Track 3). It's not in the design studios where researchers study product development, and it's not on the shop floor where consultants observe daily operations. It operates largely in technical centers and in close collaboration with external suppliers—literally in the middle and off the beaten path of most Toyota visitors.
Limited Internal Exposure: Most Toyota employees (90% or more) were exposed only to Track 3 methods, not the deep technical work of Production Engineering. Even within Toyota, only specialized engineering groups understood this work.
Observer Bias: Consultants and professors who visited Toyota observed what was visible and accessible—the kanban cards, andon cords, and standardized work charts of Track 3. They rarely gained access to the technical centers where Production Engineering was redesigning spindles, developing fixtures, and working with machine tool suppliers. Most observers were either socio-technical specialists or general operations management consultants, not manufacturing engineers.
Technical Depth Required: The engineering documents and problem-solving methods required deep technical knowledge of machining, materials science, and mechanical design. They were not easily taught in seminars or summarized in consulting frameworks. The more technical the detail, the narrower the potential external audience.
Proprietary Knowledge: The specific engineering improvements were often considered proprietary competitive advantages. They were detailed, technical, and rarely documented in ways accessible to outsiders.
Work Happened Outside the Walls: Much of Production Engineering's work occurred in supplier facilities—at machine tool builders, tooling companies, and component manufacturers. This work was even less visible than internal Toyota operations.
As a result, the world wrote about and copied what it could see: the Track 3 standardized work sheets, kanban cards, 5S, and QC circles. These are valuable methods, but they do not explain how Toyota achieved step-change improvements in machining, stamping, and forming capability. Process physics are not determined by simple operator cards or visual signals.
Convergence of the Three Tracks
By the 1970s and 1980s, all three tracks were converging at Toyota:
Track 1 (Product Development): Creating superior product designs and specifications
Track 2 (Production Engineering): Raising the fundamental capability of manufacturing processes
Track 3 (Production Management): Stabilizing daily operations and driving continuous improvement
This convergence explains why Toyota's reputation surged globally during this period. The company had built a complete system: excellent product designs (Track 1), superior manufacturing process capability (Track 2), and stable daily operations (Track 3). This allows the building of better engines and vehicles and more importantly the ability to scale that production on a global basis.
Yet only Track 3 was extensively documented and exported to the outside world. Track 1 received some academic attention. Track 2—Production Engineering with its machine tool partnerships, engineering documentation, and technical depth—remains to this day almost entirely invisible, hidden in the middle.
Implications for Lean Today: Why This Matters
This untold story has profound implications for anyone trying to apply Lean in machine-intensive environments today.
You Can't Always Copy Your Way to Success by Reading the Current Books
The current Lean literature—excellent as it is for assembly and service environments—often will not get you to world-class capability in machining, stamping, forging, molding, or welding. Reading The Toyota Way or attending a kaizen workshop will teach you valuable Track 3 methods for flow and waste elimination, but it won't teach you how to redesign a chuck, improve spindle rigidity, or optimize a stamping die. It does not even capture the work required in Track 1 for that matter either.
The harsh truth: if you're in a machine-intensive environment and you're only applying Track 3, you're leaving the most important improvement lever untouched.
You might achieve 2% scrap rates through Track 3 discipline and good process control—respectable performance. But you won't reach 0.5%, and you certainly won't reach 0.05% while holding micron level finishes on complex components like a crankshaft. That requires Track 2: production engineering ability based on first principles.
Engineering First Principles Matter Most
True breakthrough improvements in machine-intensive processes require going back to engineering first principles:
What are the fundamental physics limiting this process?
What is the actual process capability (Cpk), and what mechanical factors determine it?
Which components—spindles, bearings, fixtures, datums, tooling—are the binding constraints?
What materials, geometries, and designs could change the physics?
These are manufacturing engineering questions that require technical depth in machining, materials, and mechanical design—not just process observation and waste identification.
The Right Improvement Tool for the Right Job
Track 3 methods (TPS/Lean) deliver substantial benefits in assembly and office environments. Process flow, waste elimination, and problem-solving discipline create real value.
But in machining, stamping, forging, molding, welding, and painting, Track 3 methods only establish baseline stability. The real performance gains—the step changes that separate good from world-class—come from Track 2 production engineering kaizen:
Redesigning tooling for better rigidity and heat dissipation
Improving spindle bearings for higher precision and longer life
Stabilizing datums and fixtures to reduce part-to-part variation
Advancing cutting tool materials and geometries
Optimizing cutting parameters based on material science and chip formation physics
These specific improvements don't come from value stream maps and brainstorming with sticky notes. They come from engineers with deep technical knowledge working in close partnership with equipment and tooling suppliers.
Conclusion: The Complete Story
Lean is often portrayed as an assembly-line philosophy—a system of standardized work, kanban cards, and visual controls. But that is only Track 3 of Toyota's system.
Toyota's rise to world-class manufacturing required all three tracks working together in sequence:
Track 1 created excellent product designs
Track 2 made it possible to actually manufacture those designs with extraordinary precision and minimal waste
Track 3 stabilized daily operations and drove continuous improvement
The partnerships between Toyota's Production Engineering, Teikoku Chuck, and N.A. Woodworth represents one example in a much larger pattern. Toyota engineers and their supplier partners systematically improved tooling, fixtures, spindles, bearings, datums, and materials over decades. Improvement curves eventually flatten, and the next level gets harder to obtain. These were generational step changes in process capability—the kind of engineering leaps that allowed Toyota to move from 5% scrap rates in the 1950s to 2% in the 1960s, to 0.5% in the 1980s, to 0.05% today.
Telling this untold story does not diminish Track 3 Lean as it is known today. It completes it. It reminds us that Toyota's system is not only about daily production management (Track 3), not only about product design (Track 1), but critically about the manufacturing process capability developed by Production Engineering (Track 2)—the hidden middle track.
Because here's the uncomfortable truth that many consultants and academics miss: a kanban card never fixed excessive spindle runout, and 5S never solved a complex dimensional accuracy problem.
If you're in a machine-intensive industry and wondering why your Lean transformation has plateaued at 2% scrap rates (or higher), the answer might be simple: you're applying Track 3 solutions to problems that require Track 2 engineering. You're teaching standardized work sheets when you should also be developing production engineering capability. You're running QC circles when you should also be redesigning chucks and improving spindle bearings.
Toyota didn't become Toyota by copying what others could see. They became Toyota by engineering what others couldn't—and by building the production engineering capability, supplier partnerships, and technical documentation that consultants never observed and books never captured.
The question for today's manufacturers is not whether to embrace Lean methods—Track 3 remains valuable for stability and flow. The question is whether you have the production engineering capability to do what Toyota really did: continuously raise the fundamental capability of your machines and processes through disciplined Track 2 production engineering kaizen.
That's the untold story of the hidden middle track. And for machine-intensive industries, it's the story that likely matters most.

About Art Smalley
Art Smalley is a leadership and Lean management expert with nearly 40 years of experience in operations and continuous improvement. He worked at Toyota and McKinsey & Company. He is a senior advisor to the Lean Enterprise Institute, author of four books, and has helped organizations worldwide implement sustainable improvement practices.
Related Articles
leantoyota
Reflecting On Machine That Changed The World - 35 Years Later
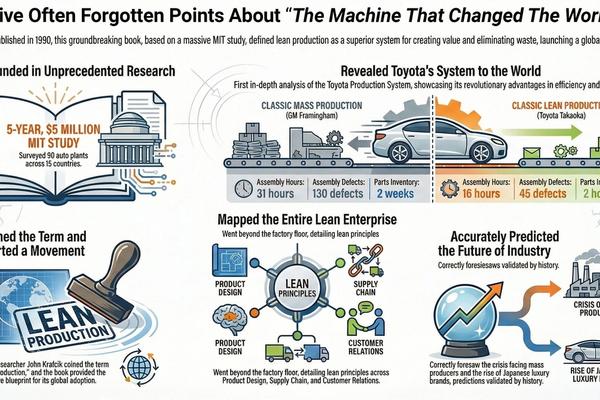
The Machine That Changed the World remains, 35 years later, the most comprehensive and empirically grounded explanation of Toyota as a complete enterprise system—not a collection of factory tools. Built on unmatched MIT research, the book quantified a structural performance gap between lean and mass production across product development, manufacturing, supply chains, and management, launching the Lean movement and defining its core vocabulary. Despite decades of Lean activity since, no later work has equaled its enterprise-wide scope, comparative rigor, or lasting explanatory power

problem-solvingleadership-management
The Coffee House Delusion - Why "Liquid Networks" Are Overrated
For years we’ve been told innovation comes from “creative collisions” — open offices, hallway chats, coffeehouse serendipity. But the evidence suggests that’s mostly a myth. Real breakthroughs are usually born in deep solitude, refined through structured review, and only then spread through networks.
leantoyota
Which Supermarket: Reviewing the Origins of Toyota's Pull System
An amusing internet tale about Toyota often goes something like this: the company’s legendary pull system sprang from Taiichi Ohno's epiphany during a visit to a Memphis-based supermarket chain called Piggly Wiggly. According to the legend, Ohno visited the store during a 1956 U.S. visit and was amazed by the way shelves were instantly refilled as customers shopped. And the thus the concept for his replenishment “supermarket” style of production was born. Despite the fact that no one can seem to locate a primary source for this story, it has been widely repeated for decades on internet blogs, LinkedIn, Wikipedia, and even by major news outlets like Reuters.